 以太网模块实现:S7-300 经 MPI 转以太网联动触摸屏及 Modbus 变频器
以太网模块实现:S7-300 经 MPI 转以太网联动触摸屏及 Modbus 变频器


一、行业场景
痛点聚焦:在光伏硅片切割车间,高精度恒张力控制对切割质量至关重要。现有西门子S7-300 PLC通过MPI接口连接西门子KTP700 Basic触摸屏,实时监控张力与设备状态。然而:
信息孤岛:S7-300无法直接与上层MES系统(通过S7-1500 PLC接入)进行以太网通信,关键生产数据(如实时张力、线速、能耗)无法上传,影响生产分析与调度。
人工抄表低效:驱动切割线的主变频器(施耐德ATV340,Modbus RTU从站)参数需人工定期抄录,效率低且易错,无法实现能耗精细化管理与预警。
改造风险:客户明确要求不能中断触摸屏的实时监控,传统方案(如更换带网口PLC或添加CP卡)成本高、停机时间长、风险大。

二、解决方案核心
功能简介:
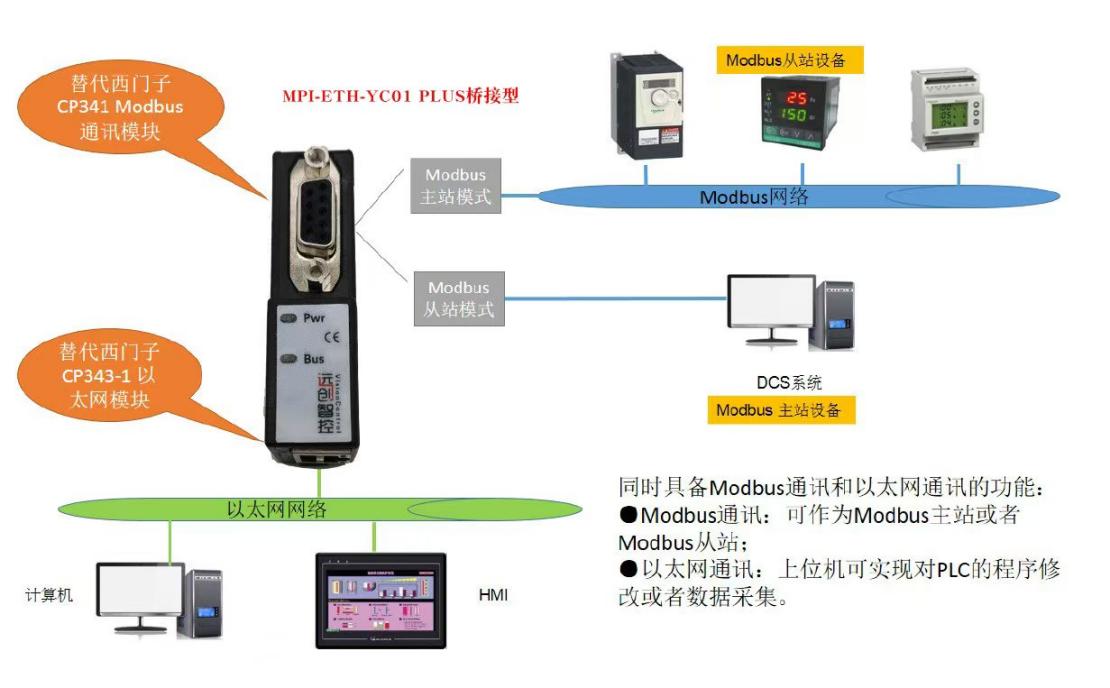
MPI/PPI转以太网:核心功能,将S7-300的MPI物理接口转换为标准以太网接口。
透明桥接:在MPI网络和以太网之间建立双向透明通道,允许触摸屏继续通过MPI与S7-300通信,同时让S7-1500/上位机通过以太网访问S7-300。
串口服务器 (RS485):集成1路RS485串口,支持Modbus RTU主站功能,用于采集变频器等串口设备数据。
协议转换:内部实现S7通信(用于PLC间数据交换)和Modbus TCP/RTU协议转换。
独立配置:通过网页或专用软件配置IP地址、端口号、MPI参数、Modbus映射点表等。
工业级设计:宽温、宽压输入,DIN导轨安装,适应光伏车间环境。

三、实施方案
网络拓扑构建:

硬件安装:
在S7-300控制柜内,将ETH-S7300-JM02 Plus安装在DIN导轨上。
使用原装或高质量MPI电缆,将S7-300的MPI口和KTP700触摸屏的MPI口并联接入模块的MPI接口(注意终端电阻设置)。
使用屏蔽双绞线连接模块的RS485端子到施耐德ATV340变频器的Modbus通信端子(A+/B-),并做好接地。
使用网线将模块的以太网口接入车间工业交换机。
软件配置:
ETH-S7300-JM02 Plus配置:
通过浏览器访问其IP地址,设置模块的IP、子网掩码、网关。
配置MPI参数(波特率、站地址-确保不与PLC和屏冲突)。
配置RS485为Modbus RTU主站模式,设置波特率、数据位、停止位、校验位(与ATV340一致)。
定义Modbus映射:在模块内部建立“数据交换区”,将需要读取的ATV340寄存器(如:输出频率Hertz%MW100、输出电流Amps%MW101、直流母线电压Volts%MW102、故障代码%MW103)映射到模块的特定Modbus TCP保持寄存器地址或S7-300的DB块地址(根据后续编程方式选择)。
S7-1500配置 (TIA Portal):
在项目中添加一个“S7 Connection”或“TCP Connection”连接,指向ETH-S7300-JM02 Plus的IP地址和端口(通常是102)。
在连接属性中定义通信接口为ISO-on-TCP或TCP(取决于模块支持),设置正确的机架槽号(通常为0)。
在S7-1500中创建DB块,用于存放从S7-300读取的数据(如张力设定值、实际值、设备状态)和要写入S7-300的数据(如MES下发的生产指令)。
使用PUT/GET指令或TSEND_C/TRCV_C指令编程,实现S7-1500与S7-300指定DB块之间的数据交换。
SCADA/MES配置:
通过Modbus TCP协议访问ETH-S7300-JM02 Plus的IP地址和端口(通常是502),读取其映射的保持寄存器,即可获取ATV340变频器的实时数据。
通过S7协议(或OPC UA)访问S7-1500 PLC,获取整合后的S7-300数据和生产数据。
S7-300程序调整 (可选):
如果需要通过SCADA/MES直接访问S7-300的原始数据,可在S7-300中创建一个专用的DB块作为通信接口区。S7-1500的PUT/GET操作目标就是这个DB块。ETH模块的透明桥接使得S7-1500访问这个DB块如同访问本地DB一样。
四、应用效果与对比

串口转以太网:捷米特模块的核心能力之一,将施耐德ATV340的Modbus RTU串口信号无缝转换为Modbus TCP以太网信号,解决串口设备联网难题。
以太网转换器:ETH-S7300-JM02 Plus 作为多功能协议转换器,将S7-300的MPI协议和变频器的Modbus RTU协议统一转换为工业以太网标准协议(S7 Communication, Modbus TCP)。
以太网桥接器:模块在MPI网络与以太网之间扮演关键桥梁角色,实现物理接口转换与协议适配,是打通异构网络的关键节点。

五、行业前景推荐
新能源(锂电池/氢能):是当前最主流、发展最迅猛的领域之一。电池极片制造、电芯化成、PACK组装、制氢/加氢站控制等环节存在大量老旧PLC(如S7-300/400)、串口设备(仪表、传感器、小型设备控制器)需要接入工业物联网平台和MES系统。对实时数据采集、设备互联互通、柔性生产、质量控制追溯要求极高,对捷米特这类模块的需求巨大且迫切。国家战略强力支持,市场空间广阔。
生物医药:对生产环境的精确控制(温湿度、洁净度、压力)和生产过程的无菌、合规性(GMP)要求极其严格。大量用于环境监控、流体控制、灭菌设备的PLC和串口仪表需要可靠、稳定地上传数据到SCADA和Batch系统。对数据完整性、系统可靠性、改造安全性(避免污染和验证风险)要求极高。模块化、非侵入式的改造方案(如本方案)在该行业优势明显,符合其严格的验证和变更管理流程。行业利润率高,对智能化投入意愿强。
六、总结
在光伏硅片切割车间面临的通讯瓶颈与数据孤岛挑战中,基于捷米特ETH-S7300-JM02 Plus以太网桥接器/转换器的解决方案展现了卓越价值。该方案巧妙利用串口转以太网技术,在不改动原有S7-300 PLC硬件、不影响关键触摸屏(KTP700 Basic)实时监控的前提下,一举三得:
实现了S7-300与新型S7-1500 PLC的高速以太网通信,打通了底层控制与上层信息系统的通道。
通过其内置的Modbus RTU主站功能,无缝接入了施耐德ATV340变频器的关键运行参数,终结了人工抄表时代。
将异构数据(PLC状态、变频器参数)统一汇聚到以太网,为SCADA/MES系统提供了丰富、实时、可靠的数据源。
项目实施过程安全可控,成本效益显著,效果立竿见影:生产数据透明化、设备管理精细化、质量控制精准化、人工效率大幅提升,最终驱动硅片切割良率和生产效益的实质性增长。这种利用以太网转换器/桥接器进行非侵入式、低成本智能化升级的模式,不仅完美契合了光伏行业降本增效的迫切需求,其核心价值与实施经验更可直接复制到新能源锂电池/氢能、生物医药等高速发展且对数据互联与智能控制需求同样迫切的朝阳行业,助力其加速数字化转型与智能制造升级。在工业4.0与双碳战略背景下,此类解决方案具有广阔的应用前景和推广价值。
《具体内容配置过程及其他相关咨询请与武工留言交流》
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5758浏览量
176841 -
MPI
+关注
关注
2文章
123浏览量
20070
发布评论请先 登录
PLC以太网通讯模块实现:S7-300借MPI转以太网与S7-1500等多设备通讯

S7-300PLC通过MPI转以太网模块实现与S7-1500PLC及触摸屏的协同通信案例

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1500PLC、触摸屏以及Modbus RTU协议的变频器通讯案例

西门子S7-300PLC借助于MPI转以太网模块同时与S7-1500PLC和西门子触摸屏及Modbus RTU协议的变频器通讯案例

老旧S7-300焕新生:MPI转网口一网打尽S7-1200、触摸屏、ModbusRTU变频
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1200PLC、触摸屏以及ModbusRTU协议的变频器通讯案例

PLC 以太网通讯模块:助力 S7-300 同时联动 S7-1200、触摸屏与 Modbus RTU 变频器
MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯
plc以太网通讯模块:西门子 S7-300PLC 通过 MPI 转以太网模块与 400PLC、触摸屏及变频器通讯案例

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

S7-300借MPI转以太网联控S7-1200、HMI及Modbus变频器方案

西门子PLC助力焊接生产线升级:S7-300与S7-1200以太网通讯及HMI集成方案

西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例







 工商网监
工商网监
评论