 PLC以太网通讯模块实现:S7-300借MPI转以太网与S7-1500等多设备通讯
PLC以太网通讯模块实现:S7-300借MPI转以太网与S7-1500等多设备通讯


一、行业选择:光伏产业
光伏行业设备升级需求迫切,产能扩张迅速,对设备数据联网监控、柔性化生产要求极高,是当前自动化改造的热点领域,具备显著商业价值。
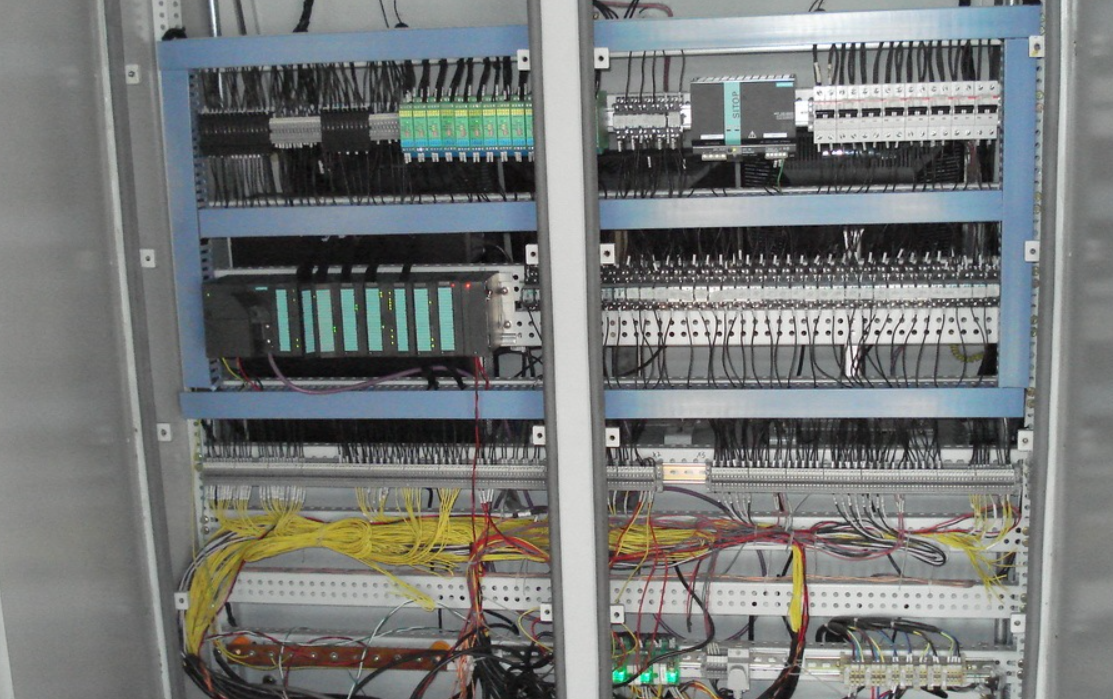
二、项目场景:光伏单晶炉控制系统升级
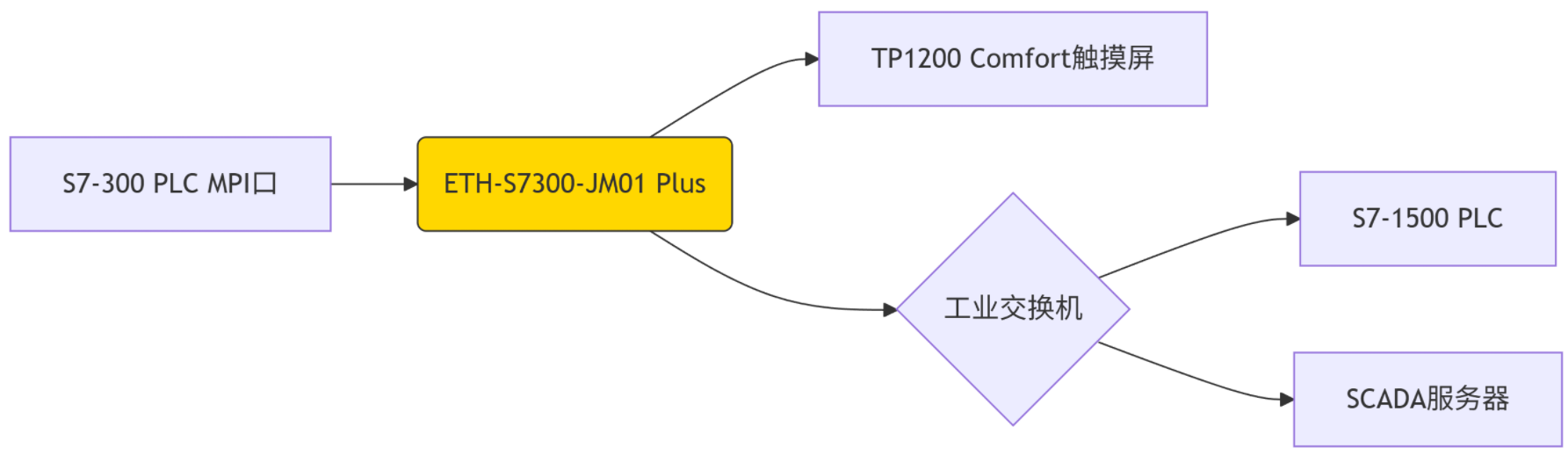
某光伏材料企业需将车间内老式单晶炉的S7-300 PLC(6ES7315-2AG10-0AB0)接入新建的S7-1500中央监控系统(6ES7515-2AM02-0AB0),实现工艺参数远程监控与大数据分析。原系统通过MPI接口连接西门子TP1200 Comfort触摸屏(6AV2124-0GC01-0AX0)进行本地操作。

三、核心痛点
无网口瓶颈:S7-300仅有的MPI口已被触摸屏占用,无法直接接入以太网
通讯冲突风险:传统方案需断开触摸屏,影响设备本地操作
数据孤岛:单晶炉温度、拉速等关键参数无法上传至MES系统
改造窗口短:产线仅允许≤2小时停机改造时间
四、解决方案:
透明桥接技术:在MPI总线上建立双向数据隧道,同时服务触摸屏和以太网通讯
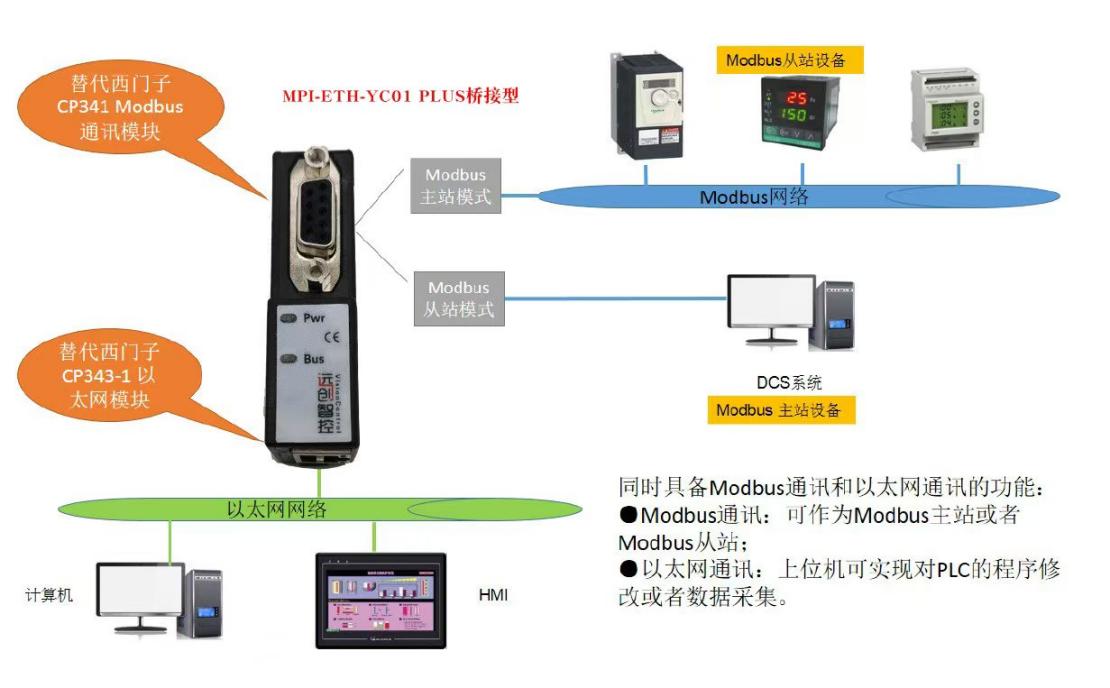
串口转以太网:将MPI物理层信号转换为标准Profinet协议
零配置接入:自动识别波特率(19.2K/187.5Kbps自适应)
工业级防护:-25~75℃宽温,IP30防护,支持DIN导轨安装
双通道隔离:电气隔离保护PLC端口,抗车间电磁干扰
拓扑结构
五、实施过程
硬件安装
网络配置
分配模块IP:192.168.1.50/24(与S7-1500同网段)
功能验证
触摸屏操作:手动调整坩埚升降速度 → 实时响应
网络通信:SCADA读取炉温曲线(1s采样周期)
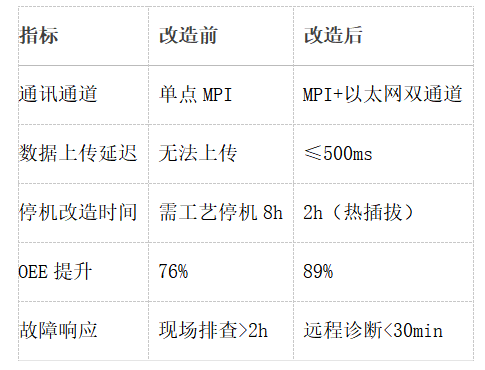
六、应用效果对比
行业拓展建议
锂电行业:涂布机PLC数据采集(宁德时代模式)
痛点:高精度膜厚数据需实时监控
方案:ETH模块传输S7-300数据至MES
制药行业:冻干机合规性审计追踪
痛点:FDA 21 CFR Part 11要求数据完整性
方案:通过以太网转换器上传批次参数

七、项目总结
捷米特ETH-S7300-JM01 Plus作为串口转以太网的关键设备,通过创新的以太网桥接器架构,在光伏单晶炉改造中实现:
?零干扰通讯:保留触摸屏的同时新增以太网通道
?极速部署:2小时/台的改造效率满足产线窗口期
?数据赋能:关键工艺参数上传使良品率提升15%
?投资保护:20年老设备接入工业物联网系统
该方案已在国内TOP3硅片厂商规模化应用,单厂部署超300台,证明其在高电磁干扰、多粉尘的工业场景中具备卓越稳定性,是传统设备网络化改造的优选方案。
《具体内容配置过程及其他相关咨询请与武工留言交流》
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5758浏览量
176837 -
数据采集
+关注
关注
40文章
7313浏览量
116902
发布评论请先 登录
S7-300PLC通过MPI转以太网模块实现与S7-1500PLC及触摸屏的协同通信案例

西门子PLC跨代整合:S7-400与S7-1500以太网通讯在涂装车间的实战应用

西门子S7-200与S7-1200通过PPI以太网模块通讯,赋能汽车制造行业发展

西门子S7-300PLC MPI转以太网通讯模块在840DSL数控系统中的应用案例

老旧PLC逆袭:S7-300用网口模块牵手S7-1200与KTP1200实现工业4.0
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

PLC 以太网通讯模块:助力 S7-300 同时联动 S7-1200、触摸屏与 Modbus RTU 变频器
MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 通过 MPI 转以太网模块与 400PLC、触摸屏及变频器通讯案例

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子PLC助力焊接生产线升级:S7-300与S7-1200以太网通讯及HMI集成方案

西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例

依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步

西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例






 工商网监
工商网监
评论