 锂离子电池极片的压延和分切技术解析
锂离子电池极片的压延和分切技术解析

在锂离子电池的生产流程中,极片的制备是核心环节,而压延与分切作为极片成型的关键工序,直接决定了电池的性能、安全性和生产效率。下文美能锂电将结合行业技术积累与前沿研究,详细解析这两项技术的工艺要点、设备类型。
锂离子电池压延技术
Millennial Lithium
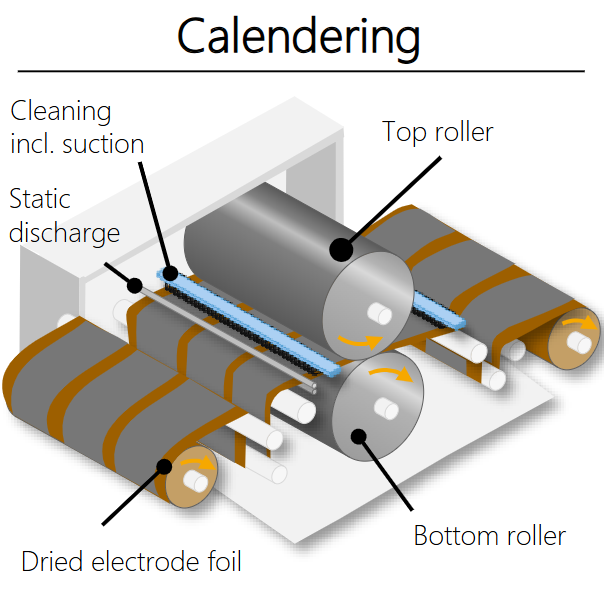
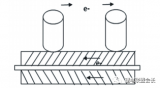
锂离子电池极片的压延示意图
1. 压延工艺原理
压延是通过一对相向旋转的辊筒对涂覆后的极片进行挤压,实现活性物质层的致密化,形成具有特定厚度、孔隙率和附着力的电极箔。其核心目标是:
提升离子传导效率:通过控制孔隙率优化电解液浸润性;
增强机械强度:确保极片在后续加工中不易破损;
均匀导电网络:使活性物质与导电剂、黏结剂紧密结合。
2. 压延工艺流程
预处理:涂覆后的极片(铜箔/ 铝箔基底)经静电消除和毛刷 / 气流清洁,去除表面杂质;
辊压致密化:上下辊筒以精确线压力(最高达2500 N/mm)挤压极片,通过辊筒转速差(可选)进一步调整涂层结构;
收卷与检测:辊压后的极片经清洁后收卷为母卷,同步检测厚度均匀性和表面质量。
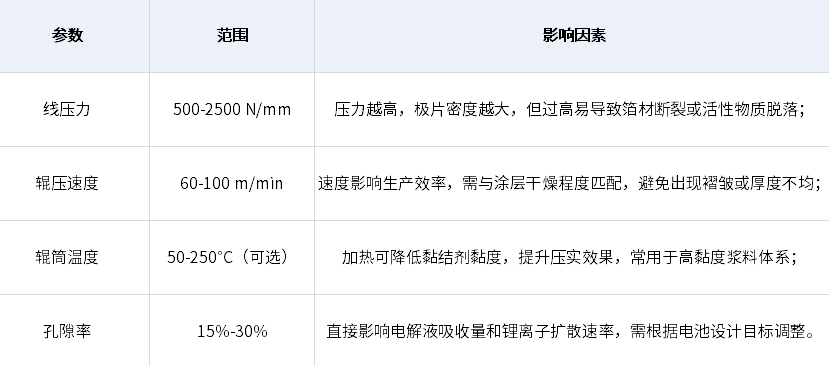
3. 压延工艺参数
4. 压延设备类型
传统辊压机:采用固定间隙辊筒,适用于常规极片生产,投资成本约6-12 百万欧元(10 GWh 产能规模);
伺服压延机:配备在线厚度检测和伺服控制系统,可实时调整辊距,精度达±1μm,适合高镍正极等精密需求。
锂离子电池分切技术
Millennial Lithium
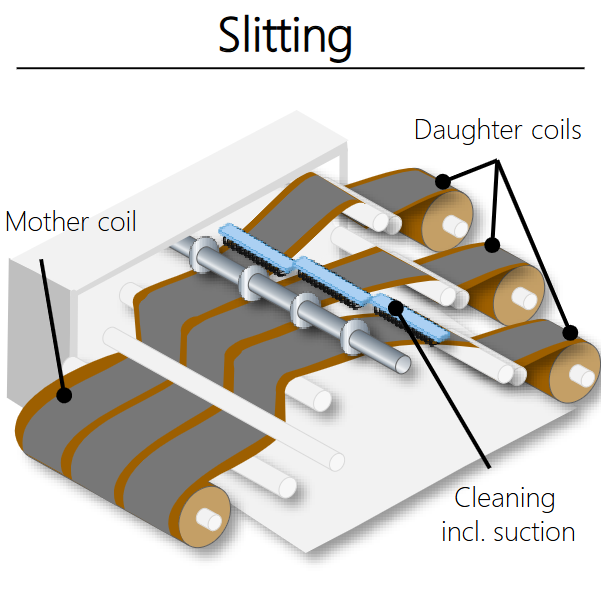
锂离子电池极片的压延示意图
1. 分切工艺原理
分切是将宽幅极片母卷切割为若干窄幅子卷,其精度直接影响后续叠片/ 卷绕的对齐度和电池短路风险。其核心目标是:
尺寸精度控制:切割宽度公差±150-±250μm,满足不同电芯设计(如 pouch、圆柱、棱柱形)的极耳间距要求;
边缘质量优化:减少毛刺(<50μm)和粉尘,避免刺穿隔膜引发内短路;
高效分切路径规划:根据产能需求选择单刀或多刀分切,提升材料利用率。
2. 分切方案
机械分切
圆刀:适用于高速连续分切(切割速度80-150 m/min),磨损后可重磨,成本较低;
直刀:用于高精度定长切割,如极耳成型前的预分切;
工艺要点
刀具间隙需精确匹配极片厚度(通常为材料厚度的10%-15%),并配备吸尘系统收集碎屑。
激光分切
技术优势
无接触切割:避免机械应力导致的极片变形,适合超薄箔材(<10μm)和硅基负极等敏感材料;
边缘光滑:热影响区小(<100μm),减少毛刺和活性物质脱落;
局限性:设备投资高(较机械分切高30%-50%),且需处理激光汽化产生的烟雾(需配套废气处理系统)。
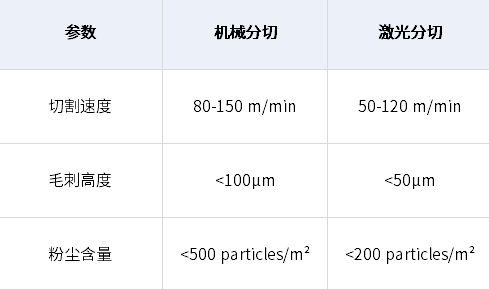
3. 分切工艺参数
压延与分切工艺的协同优化
Millennial Lithium
母卷张力控制:压延收卷时需保持恒定张力(50-100 N),避免分切时出现卷材褶皱;
清洁度管理:压延后的极片表面若残留碎屑,可能导致分切刀具异常磨损,需在分切前增加超声波清洁工序;
工艺参数联动:高压实密度的极片(如> 3.0 g/cm?)在分切时易产生应力开裂,需降低切割速度并增大刀具间隙。
压延与分切的技术工艺直接决定了电芯的能量密度、循环寿命和安全性。随着高镍化、硅基化、固态化等技术趋势的推进,行业对这两项工艺的要求将不断提升—— 从单纯的尺寸控制转向与材料特性、设备智能化的深度协同。未来,美能锂电将持续探索前沿领域的工艺创新,以技术突破驱动锂电产业向更高能量密度、更长循环寿命、更低碳排放的方向演进。
-
锂离子电池
+关注
关注
85文章
3497浏览量
79268 -
电池制造
+关注
关注
1文章
70浏览量
8856 -
极片
+关注
关注
3文章
31浏览量
11596
发布评论请先 登录
锂离子电池的类型
锂离子电池的设计
聚合物锂离子电池的构成
锂离子电池的性能
锂离子电池的基本组成及关键材料
【转】锂离子电池的维护和保存技巧分享
锂空气电池未来或击败锂离子电池
锂离子电池主要有哪些类型
锂离子电池充电的问题
锂离子电池极片电阻测试是新颖且有应用前景的评估方法
锂离子电池极片分切工艺介绍

锂离子电池的原理与材料全解析






 工商网监
工商网监
评论