 激光切割喷嘴如何选择?
激光切割喷嘴如何选择?

激光切割是目前公认的具有高效率、高质量和高精度的金属加工方式之一,影响激光切割的因素很多,而喷嘴也是其中之一。在切割各类材料时选择合适的喷嘴能让加工变得更加简单,如何正确选择合适的喷嘴呢?今天我们就来一起看看。
喷嘴也叫铜嘴,是激光切割中十分重要的零部件之一。喷嘴位于切割头的低端,激光束与辅助气体都是通过喷嘴作用于切割材料,它的主要作用是:聚集辅助气体并形成高压,释放到切割材料表面和切缝中,吹走切割过程中产生的熔化和汽化的母材,留下一个干净的切缝;同时,阻止熔渣、烟尘等污染物往上反弹,进而保护内部镜片。
想要得到更好的切割断面,就需要控制好激光束与喷嘴中心的同心度,它们是影响切割质量的重要因素之一。因此,必须让喷嘴与激光束同轴,才能获得更好的切割断面。
当喷嘴中心与激光束中心不同轴时,对切割质量的影响如下:
1、切割气体从喷嘴中心喷出,喷嘴中心点即是板材需要切断的中心点。若激光不在喷嘴中心,则激光作用点与实际会有偏差,容易出现切割实际与预料效果明显不一致的现象。
2、激光若不在喷嘴中心,正常工作时光束会打到喷嘴内壁,严重的则会烧毁喷嘴,影响切割实际效果。
验证激光束与喷嘴是否同心同轴,需要以下步骤进行测试:
1、在喷嘴口上粘贴透明胶带,将圆形边缘与胶带完全重叠;
2、将设备功率调整至100W左右,采用点射模式对透明胶带进行激光照射;
3、取下透明胶带,观察圆形边缘与激光穿孔的位置关系。
若穿孔在圆中心,则表示激光束与喷嘴同心同轴,无需调节;若小孔与圆中心不同轴,或是无法看到小孔(激光束打在喷嘴内壁上),则需要调节激光切割头上的调节螺丝,重复进行上述1-3步,直至激光穿孔点与喷嘴中心重合。
喷嘴的种类选择:
喷嘴分为单层和双层喷嘴。单层喷嘴相对气体流速慢,常用于切割不锈钢、铝合金、铜等金属,多采用氮气作为辅助气体。双层喷嘴气体流速快,适用于高速切割,常用于切割碳钢,一般用氧气作为辅助气体,切割面通常会因氧化而发黑。
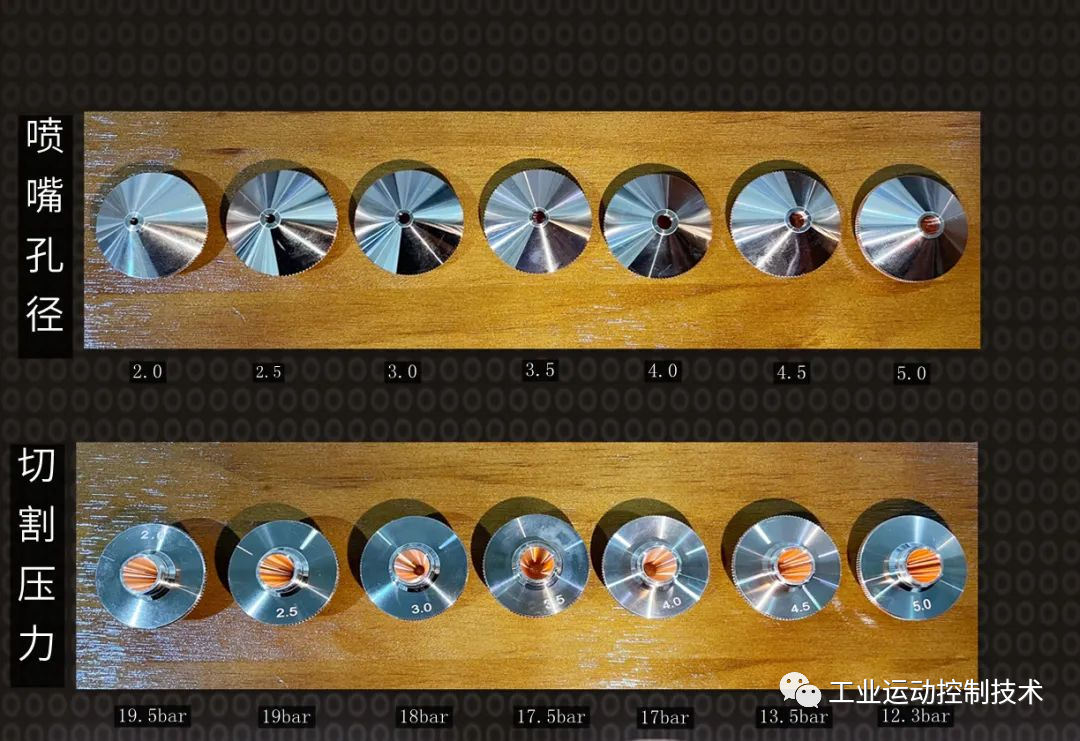
喷嘴的尺寸选择:
喷嘴口径大小决定了作用于切割材料的气体流速,从而影响了熔融物去除情况。进入切口的气流量大、速度快,喷射去除熔融物的能力越强。
理论上,板材越厚,喷嘴应使用越大。但是,喷嘴的孔径越大,切割时熔化物的火花飞溅往上弹的几率很大,使得镜片的寿命也就越短。
喷嘴发生变形或者喷嘴上有熔渍时,会影响切割效果。因此,喷嘴应小心放置,以免碰伤或者变形,喷嘴上沾有熔渍时要及时清理。
-
激光
+关注
关注
20文章
3490浏览量
67729 -
金属
+关注
关注
1文章
615浏览量
24804 -
切割
+关注
关注
0文章
78浏览量
16236
发布评论请先 登录
迅镭激光60000瓦超大幅面光纤激光切割机顺利交付
陶瓷基板激光切割设备的核心特点

对手机屏中断路和短路的单元进行切割或熔接,实现液晶线路激光修复原理
迅镭激光推出全新一代GI系列超高速激光切割机
对电视液晶屏中断路和短路的单元进行切割或熔接,实现液晶线路激光修复原理
液晶屏短路环的激光切割方案及相关 TFT-LCD 激光修复方法
安泰功率放大器在激光玻璃切割技术中的用途

激光切管机的切割精度是否会受到管材厚度的影响?

激光切割仪数据采集到MES平台解决方案
激光锡球焊喷嘴的精度决定不同精密电子的生产

迅镭激光高功率切割设备中标山东高速
激光喷嘴气流控制的利器~温度复合绝压传感器






 工商网监
工商网监
评论