 锂离子电池电芯生产全工艺链 | 关键技术与参数解析
锂离子电池电芯生产全工艺链 | 关键技术与参数解析

锂离子电池作为新能源领域的核心技术,其生产工艺的精细化与创新能力直接决定了电池的性能、成本与安全性。本文系统梳理了从电极制备到电芯终检的全流程技术。锂离子电池电芯生产分为三大环节:电极制造、电芯装配、电芯后处理。
电极制造
Millennial Lithium
1. 配料与混合:
正极采用“高镍三元材料(Li (NiMnCo) O?,95%)+ 导电碳(1%)+PVDF 黏结剂(4%)” 体系,以 NMP 为溶剂;负极以 “石墨(95%)+CMC/SBR 复合黏结剂(4%)” 为主,搭配去离子水溶剂。混合过程需通过真空环境(防氧化)与 20-60℃温控,实现浆料均匀性(粒径 < 50μm)与低气泡率(影响涂布质量)。
涂布与干燥工序图
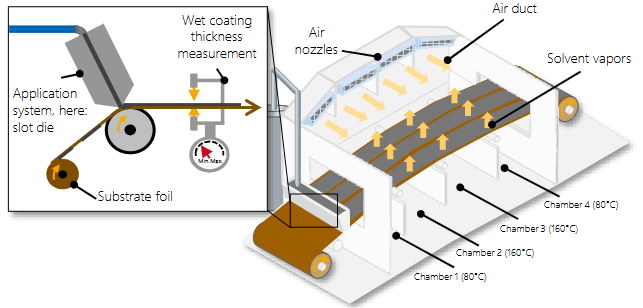
2. 涂布与干燥:
狭缝涂布头以±2% 的厚度精度将浆料涂覆于铜 / 铝箔(分别对应负 / 正极),随后通过多段式干燥隧道(温度 50-160℃,风速 1-5 m/s)蒸发溶剂。创新方向如激光干燥(缩短设备长度 30%)与红外辅助加热(能耗降低 15%)正在颠覆传统对流干燥模式。
3. 干电极工艺:
区别于传统湿法,干电极工艺通过辊压直接将粉体压实于集流体,省去溶剂回收环节,设备投资减少20% 且能耗降低 40%。目前该技术已进入中试阶段(TRL 6-7),但面临极片附着力不足(需优化辊压压力至 2000 N/mm)与产能限制(当前速度 < 50 m/min)等挑战。
电芯装配
Millennial Lithium
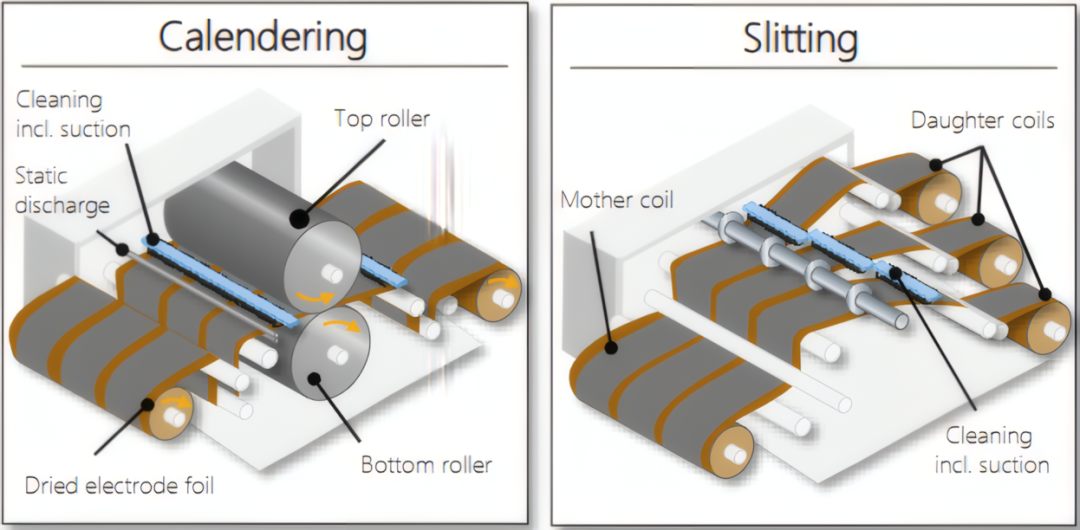
极片分切工序图
1. 极片分切与叠片:
激光分切以±200μm 精度切割极片,搭配 CCD 视觉检测系统剔除边缘毛刺(高度 < 50μm)。叠片环节中,Z 型折叠工艺通过真空吸盘实现 ±100μm 定位精度,单工位产能可达 3600 片 / 小时;卷绕工艺则更适用于圆柱电芯(如 18650 型),通过张力控制(误差 < 5%)避免极片褶皱。
2. 封装工艺
软包电池:铝塑膜通过热封(温度180-220℃,压力 0.2-0.5 MPa)形成三边密封,极耳超声波焊接(频率 20-40 kHz)接触电阻 < 5 mΩ。
圆柱电池:不锈钢壳体与极耳通过激光焊接(功率2-5 kW)密封,绝缘环厚度公差 ±50μm 以防止短路。
电芯后处理
Millennial Lithium
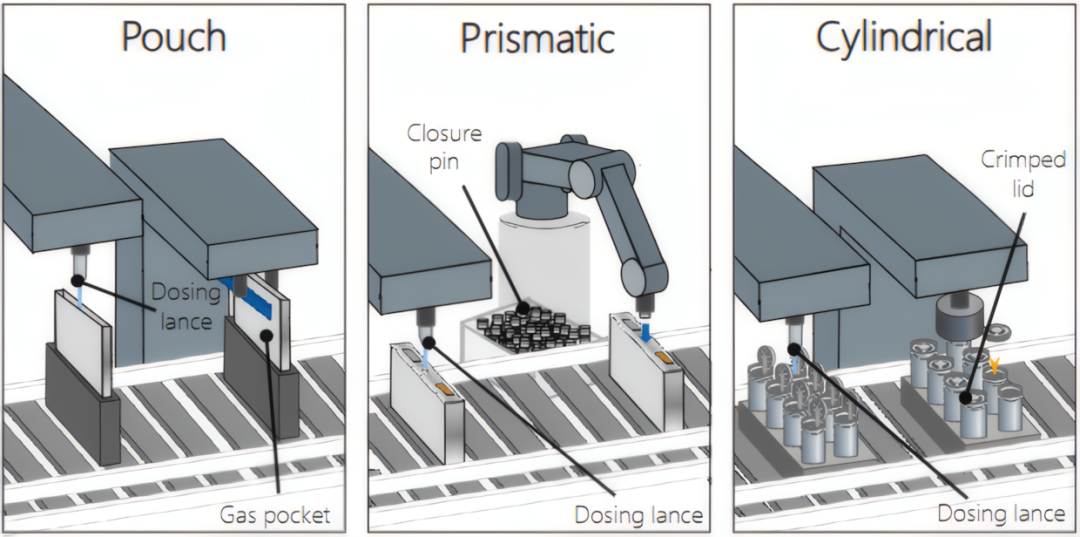
电芯注液图
注液与化成
注液工序在露点<-40℃的干燥室进行,通过定量泵(精度 ±0.1%)注入六氟磷酸锂(LiPF?)电解液,随后以 “负压浸润 + 正压循环” 工艺(压力范围 - 800 至 + 150 mbar)确保电解液渗透至电极微孔。化成过程通过恒流恒压充电(0.1C→4.2V)形成 SEI 膜,该环节能耗占全流程 30% 以上,优化充电曲线可缩短时间 20%。
老化与终检
电芯在30-50℃环境下老化 2-3 周,通过OCV监测自放电率(标准:<5 mV / 周)。终检包含脉冲测试(内阻精度 ±1%)、氦质谱检漏(泄漏率 < 1×10?? Pa?m?/s)与容量分级,不合格品通过 X 射线成像追溯缺陷(如极片错位、隔膜褶皱)。
锂离子电池电芯生产的技术创新与趋势
Millennial Lithium
材料创新:高镍正极、硅基负极(Si/C)、金属锂负极提升能量密度;多层隔膜减薄封装重量。
工艺创新:干电极涂布、激光分切、智能叠片缩短周期;无极耳设计(如特斯拉)减少接触电阻。
环保方向:溶剂回收、连续化生产降低能耗与成本。
从电极浆料混合到电芯终检,每道工序的优化都可能颠覆电池性能。未来,通过精准参数控制与在线检测,可持续提升电池生产的良率与性能,推动新能源产业高质量发展。
-
锂离子电池
+关注
关注
85文章
3497浏览量
79274 -
新能源
+关注
关注
27文章
6280浏览量
110269 -
电芯
+关注
关注
14文章
795浏览量
26646
发布评论请先 登录
锂离子电池的类型
锂离子电池的设计
锂离子电池的性能
锂离子电池的基本组成及关键材料
【转】锂离子电池的维护和保存技巧分享
锂离子电池厂家推荐分享
锂离子电池的的原理、配方和工艺流程
锂离子电池保护IC定义和工作原理
锂离子电池的原理与材料全解析






 工商网监
工商网监
评论