 西门子S7-300PLC MPI转以太网通讯模块在西门子840D数控系统中的应用案例
西门子S7-300PLC MPI转以太网通讯模块在西门子840D数控系统中的应用案例


一.痛点分析
在精密机械加工领域,许多老旧的西门子840D数控系统配套的S7-300PLC(如CPU315-2DP)普遍存在硬件接口局限性问题。这些PLC通常仅配备MPI(多点接口)和DP(Profibus-DP)通信接口,缺乏以太网接口,导致无法直接接入工厂局域网实现远程监控与数据采集。随着工业4.0理念的深入推进,生产企业对设备状态实时监控、数据追溯分析的需求日益迫切,传统PLC的通信方式已成为制约智能化升级的瓶颈:一方面,维护人员需在设备现场通过编程器连接MPI接口进行调试,效率低下;另一方面,生产管理层难以实时获取设备运行数据,无法实现精准的生产调度与预测性维护。
二.背景
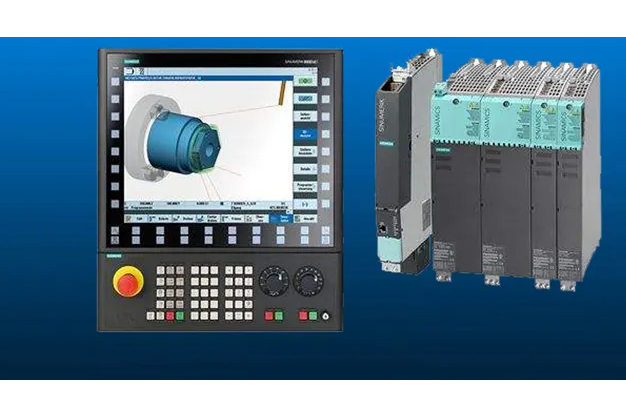
某重型机床制造企业于2010年投入使用的5台西门子840D数控镗铣床(型号SINUMERIK840Dsl),其控制系统由以下核心设备组成:
·数控系统:西门子SINUMERIK840Dsl(型号6FC5370-0AA00-3AA0)
·配套PLC:西门子S7-300系列CPU315-2DP(型号6ES7315-2AG10-0AB0)
·操作面板:西门子OP015(型号6FC5203-0AF02-0AA1)
该批设备主要用于加工大型风电设备法兰盘,单台设备日均运行16小时。随着企业数字化车间建设推进,需要将这些设备的运行状态(如主轴转速、进给速度、报警信息等)实时上传至MES系统,并在车间监控中心实现集中监控。由于S7-300PLC无以太网接口,无法直接与上位机通信,成为数字化改造的主要障碍。

三.解决方案
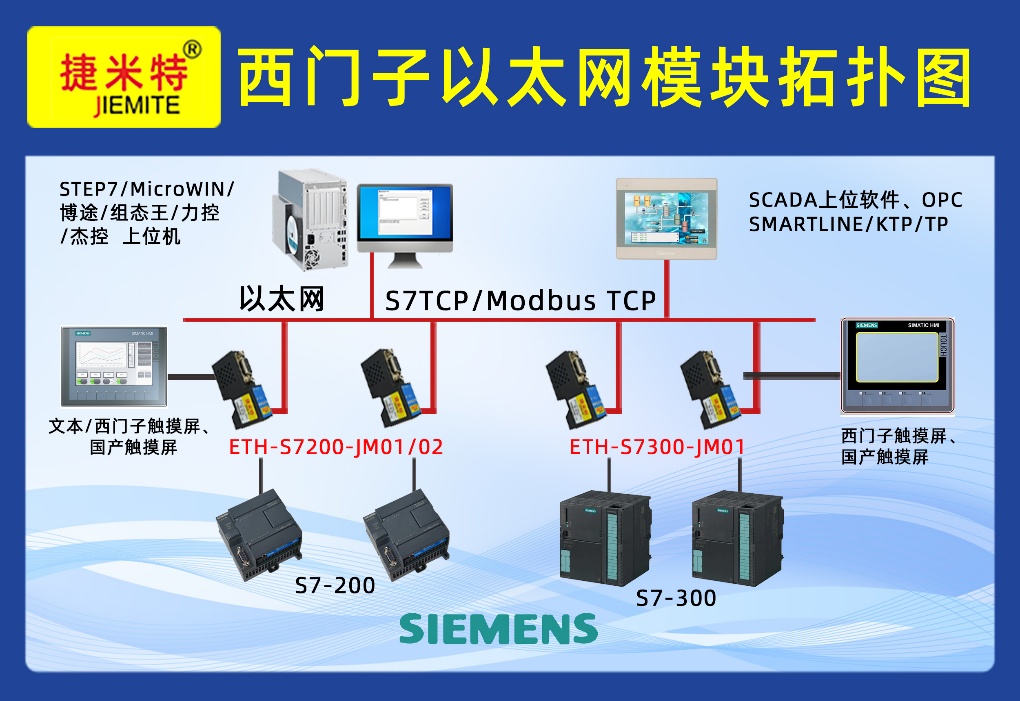
经过技术调研与方案对比,企业最终选择采用远创智控的MPI-ETH-YC01以太网模块作为通信桥梁,构建"PLC-以太网模块-上位机/触摸屏"的通信架构。该方案具有以下优势:
1.无需改造原有PLC硬件,通过MPI接口扩展以太网功能,降低改造风险
2.支持标准Modbus-TCP协议,可直接与主流SCADA软件、触摸屏兼容
3.工业级设计(工作温度-40℃~85℃),适应车间复杂环境
4.支持10/100Mbps自适应以太网接口,满足实时通信需求
四.核心设备清单
·以太网模块:远创智控MPI-ETH-YC01(型号MPI-ETH-YC01-V2.0)
·触摸屏:威纶通MT8102iE(型号MT8102iE10.1英寸)
·上位机:研华IPC-610L(配置i5-8500处理器,8GB内存)
·组态软件:西门子WinCCV7.5
五.实施过程
1.硬件连接
(1)MPI接口连接:使用西门子MPI专用电缆(型号6ES7901-0BF00-0AA0),一端连接S7-300PLC的MPI接口(位于CPU正面),另一端连接MPI-ETH-YC01模块的MPI接口(采用DB9母头)。
(2)以太网连接:通过超五类工业以太网电缆,将MPI-ETH-YC01模块的RJ45接口连接至工业交换机;同时将触摸屏和上位机分别接入同一交换机,形成局域网。
(3)供电配置:MPI-ETH-YC01模块采用DC24V供电,从机床控制柜内的24V直流电源取电,确保与PLC共地,减少干扰。
2.模块参数配置
使用远创智控提供的ConfigTool软件对MPI-ETH-YC01模块进行参数配置:
·通信参数:MPI波特率设置为187.5kbps(与PLC的MPI接口保持一致),PLC地址设为2(原PLC默认地址)
·网络参数:IP地址设置为192.168.1.10(与上位机、触摸屏同网段),子网掩码255.255.255.0
·协议设置:启用Modbus-TCP服务器模式,映射PLC的数据区(输入IB、输出QB、定时器T、计数器C、数据块DB)至Modbus地址空间
3.通信测试
通过ModbusPoll测试软件验证模块通信功能:
·读取PLC输入点IB0(地址00001),对应机床急停信号
·读取数据块DB1.DBW2(地址40003),对应主轴实际转速
·写入输出点QB0(地址00001),控制机床冷却泵启停
测试结果显示,数据读写响应时间稳定在50ms以内,满足实时监控需求。
4.上位机与触摸屏组态
(1)WinCC组态:在WinCC中创建Modbus-TCP驱动连接,指向MPI-ETH-YC01模块的IP地址,建立数据变量与Modbus地址的映射关系,开发包含以下功能的监控画面:
·设备运行状态总览(主轴负载、进给速度、运行模式)
·报警信息实时显示与历史查询
·关键工艺参数趋势图(如切削温度、振动值)
·远程控制权限管理
(2)触摸屏组态:在威纶通EasyBuilderPro软件中配置与MPI-ETH-YC01的Modbus-TCP连接,设计操作界面供现场操作人员使用,主要包含:
·手动/自动模式切换
·主轴参数设置
·故障复位操作
·生产计数统计
六.应用效果
项目实施后,系统运行稳定,主要实现了以下效益:
1.通信可靠性:模块平均无故障运行时间(MTBF)超过10,000小时,数据传输准确率100%
2.维护效率提升:工程师可在办公室通过上位机远程监控PLC程序运行状态,故障排查时间从平均2小时缩短至30分钟
3.生产管理优化:通过实时采集设备运行数据,生产计划达成率提升15%,设备利用率提高8%
4.成本节约:相比更换带以太网接口的新型PLC方案,采用MPI-ETH-YC01模块的改造成本降低60%
七.总结
远创智控MPI-ETH-YC01以太网模块通过创新的MPI转以太网技术,成功解决了西门子S7-300PLC缺乏以太网接口的行业痛点,为老旧设备的数字化升级提供了经济高效的解决方案。该案例表明,在工业自动化改造中,采用合适的通信扩展模块可以在保护既有投资的前提下,快速实现设备的网络化与智能化,为企业构建智能工厂奠定基础。目前,该企业已将此方案推广至其他12台同类型设备,均取得良好应用效果。
更多详细内容或具体配置过程可咨询羽工。
审核编辑 黄宇
-
数据采集
+关注
关注
40文章
7349浏览量
117037 -
MPI
+关注
关注
2文章
123浏览量
20080 -
以太网通讯
+关注
关注
0文章
29浏览量
7451
发布评论请先 登录
西门子S7-300PLC+以太网模块:840D数控机床与上位机高速通信解决方案
S7-300PLC通过MPI转以太网模块实现与S7-1500PLC及触摸屏的协同通信案例

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1500PLC、触摸屏以及Modbus RTU协议的变频器通讯案例

西门子S7-300PLC MPI转以太网通讯模块在840DSL数控系统中的应用案例
西门子S7-300PLC借助于MPI转以太网模块同时与S7-1500PLC和西门子触摸屏及Modbus RTU协议的变频器通讯案例

西门子S7-300PLC借助于MPI转以太网模块同时和S7-1200PLC、触摸屏以及ModbusRTU协议的变频器通讯案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯
plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

西门子S7-300PLC通过MPI转以太网模块实现与S7-1500PLC通信的实操案例

西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
西门子840D数控系统备份及恢复方法
MCGS触摸屏与西门子S7系列PLC以太网通信

Profinet转Profinet网关应用在霍尼韦尔DCS与西门子1500PLC通讯案例








 工商网监
工商网监
评论