 激光无铅焊接工艺的核心步骤
激光无铅焊接工艺的核心步骤

在追求电子产品微型化与高可靠性的当下,激光无铅焊接作为一种高精度、非接触式的先进焊接技术,凭借其精准、清洁、高效的优势,已成为高精密PCBA加工的主要工艺之一。其核心步骤包括:
01精密对位与编程:
高精度视觉系统捕捉PCB焊盘与元器件引脚位置。导入CAD数据,精确规划激光路径、能量参数及焊接时序。
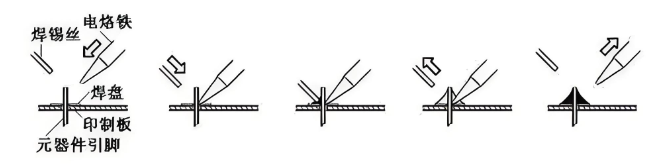
02 焊料精准预置:
锡膏/锡丝通过精密点胶或送丝机构,定量、定位施加于焊点。确保焊料形态、体积一致性,杜绝桥连或虚焊。
03激光精准辐照:
高能量密度的激光束(常用808-980nm红外光纤激光)聚焦于焊料。光热转换使焊料瞬间熔化(局部峰值温度可达250-350℃),避免热损伤周边元件。
04 熔融焊料润湿与成型:
熔融焊料在表面张力作用下浸润焊盘与引脚。精确控温确保形成光滑、饱满的半月形焊点(符合IPC-A-610标准)。
05实时监控与闭环控制(高阶系统):
集成红外测温或光学传感器,实时监测熔池温度与形态。动态调整激光功率与时间,保障工艺一致性。
06 快速冷却与凝固:
激光停止照射后,焊点急速冷却凝固(毫秒级),形成致密金相组织。显著降低热影响区,提升焊点机械强度与抗疲劳性。
热敏感元件焊接的传统困局
01热损伤不可控
传统焊接(如烙铁、回流焊)依赖热传导,热量扩散范围大,热影响区(HAZ)常超过0.5mm,导致微米级元件变形或功能层烧蚀。例如,医用传感器焊接中局部温升超过150℃即可能破坏封装绝缘性。
02工艺适应性差
异质材料(如铜-铝、陶瓷-金属)因热导率差异,易出现虚焊或裂纹;超薄件焊接变形量需控制在5μm以内,传统工艺良率不足60%。
03质量依赖人工经验
参数固化无法响应来料偏差,返修成本占生产成本30%以上。
激光精准控温技术的创新原理
新一代技术通过“感知-决策-执行”闭环,将热输入精度提升至±5℃级,核心突破如下:
| 多源感知 | 红外测温+激光散斑+视觉定位同步反馈 | 温度分辨率±5℃,定位精度±0.02mm |
| 动态调控 | 依据实时熔池形态调整功率/入射角/扫描速度 | 响应延迟<10ms |
|
热流仿真 模型 |
预训练AI模型预测材料热传导路径,优化能量分布 | 热影响区<0.1mm |
| 技术模块 | 创新点 | 技术指标 |
|---|
典型技术方案:
1. 入射角动态补偿:如紫宸激光技术,当红外传感器检测到温度超标时,自动增大激光入射角,延长光束作用距离,降低能量密度,避免烧穿。调控模型为非线性函数:θ = 884.07 * exp(-t/77.57) + 4.89(θ为入射角,t为实时温度)。2. 环形光斑能量分割:紫宸激光的光斑技术将光束分为中心高能环与外围预热环,抑制铝/铜等高反材料的热冲击。
3. 锡焊微区控温:高精密锡焊系统通过闭环算法将焊点温度波动控制在±5℃内,良率达98%以上。
应用场景实证
光学元器件:在摄像头模组、光通信器件焊接中,紫宸设备保护热敏材料光学性能,良率达99% 。
5G与汽车电子:BGA封装芯片及新能源汽车电路焊接,满足高可靠性要求(如特斯拉电池PACK组) 。
微型化消费电子:手机VCM马达引脚焊接,通过治具实现50μm级超微焊点 。
紫宸激光焊锡机以微米级精度、智能温控及非接触优势,成为高精密电子制造不可替代的解决方案,推动5G、AI芯片及新能源汽车领域的技术迭代。
-
pcb
+关注
关注
4372文章
23550浏览量
411896 -
焊接工艺
+关注
关注
3文章
97浏览量
13325 -
PCBA
+关注
关注
24文章
1788浏览量
54195
原文标题:激光无铅焊接工艺破冰:看精准控温技术如何改写行业规则?
文章出处:【微信号:Vilaser-2014,微信公众号:紫宸激光】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
有铅VS无铅:PCBA加工工艺的6大核心差异,工程师必看
激光焊接技术在焊接无刷外转子电机的工艺应用

激光焊接技术在焊接空调阀的工艺应用

无铅低温锡膏激光焊接的研发现状和市场趋势

激光焊接技术在焊接无氧铜镀金的工艺应用

SMT无铅工艺对元器件的严格要求,你了解吗?
大研智造激光焊锡机:助力企业在焊接工艺上的华丽蜕变
焊接工艺过程监测器的应用与优化


PCBA工艺选择:有铅与无铅,差异何在?
薄板拼焊激光焊接工艺
大研智造激光焊锡技术:无铅手工焊接缺陷的优化方法"





 工商网监
工商网监
评论