 WinCC无线连接S7-1200 & 200SMT PLC的Modbus TCP例程
WinCC无线连接S7-1200 & 200SMT PLC的Modbus TCP例程

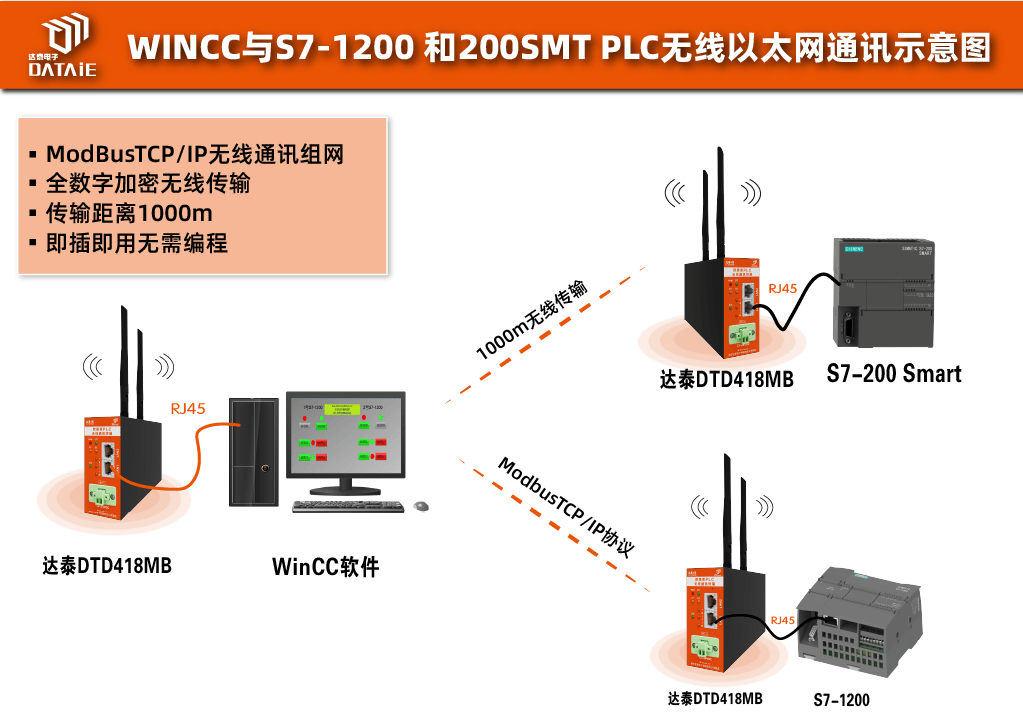
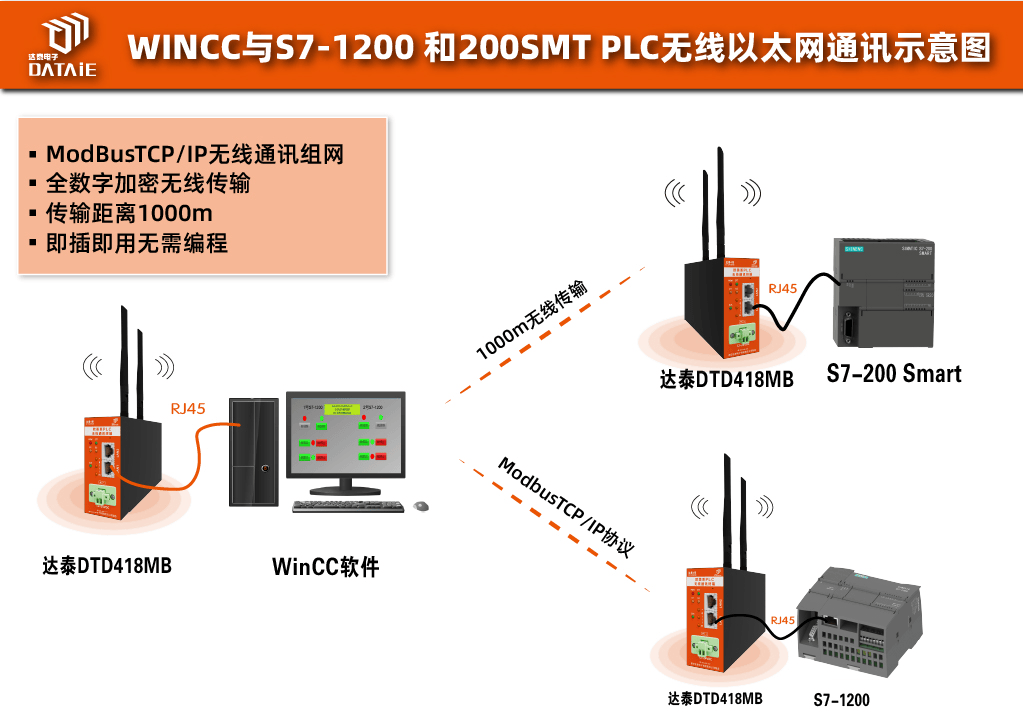
工业自动化系统中,车间内通常部署多台PLC设备并需通过中央监控平台实现集中管控。考虑到工业现场设备间距普遍在数十至数百米范围,传统有线以太网虽能保障传输速率,但其施工需面临电缆沟开挖或复杂布线工程,既增加线材采购、人力投入及工期成本,又影响生产环境整洁度。本方案推荐的无线以太网技术,在维持同等传输性能的前提下,可有效规避物理线缆部署难题,其覆盖半径灵活适配5米至1000米的应用场景。经综合测算,相较于有线方案在施工周期、线材损耗及人工费用等方面的显性支出,无线组网方式可降低约40%的部署成本,同时缩短60%以上的实施周期,真正实现经济性与便捷性的双重提升。
一、方案概述
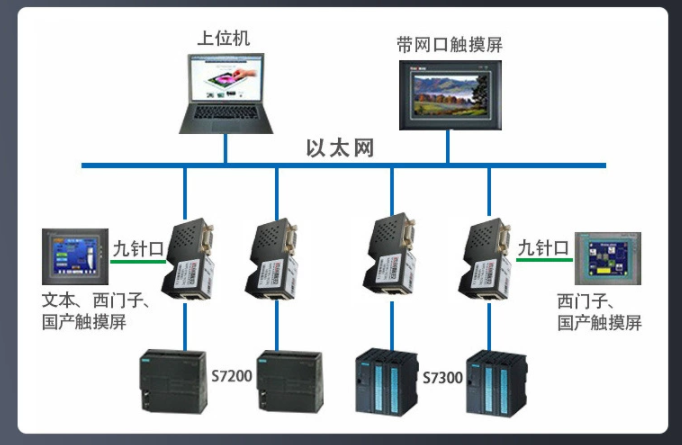
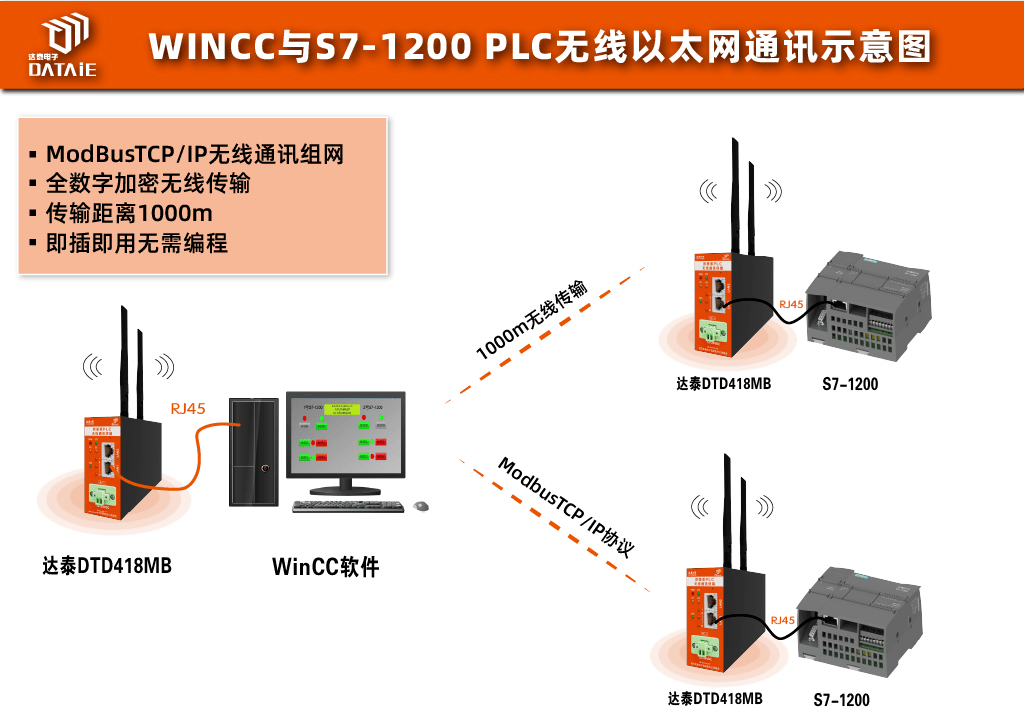
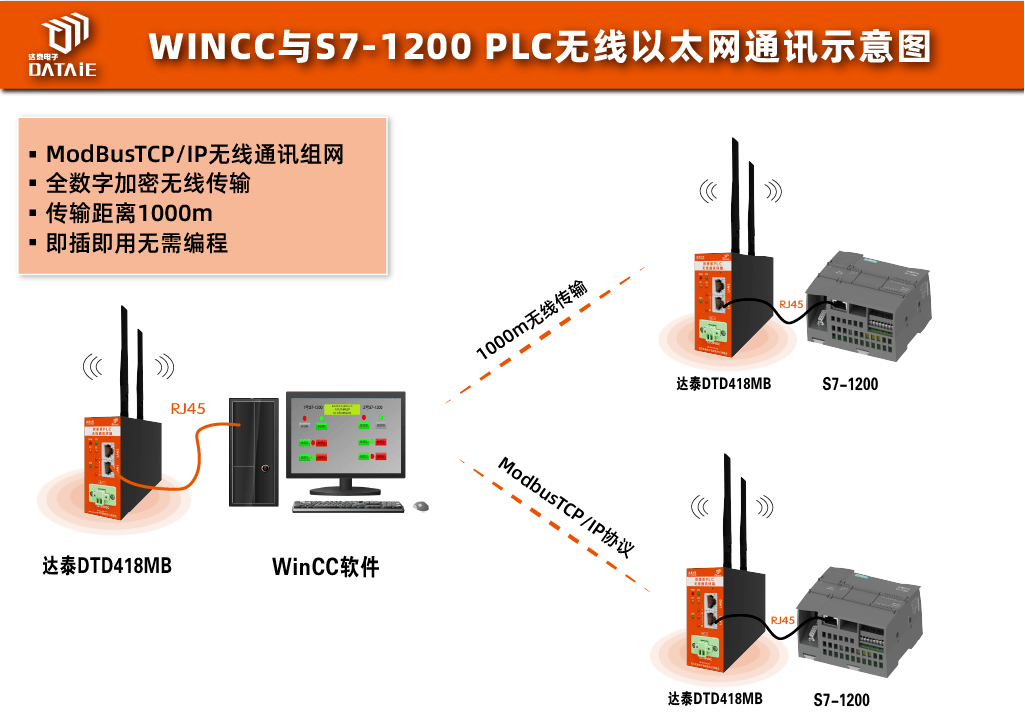
本方案以WinCC与西门子S7-1200和S7-200Smart PLC为例,在ModbusTCP/IP协议下实现无线以太网通信实现过程。在本方案中采用了西门子PLC无线通讯终端——DTD418MB,作为实现无线通讯的硬件设备,用户无需更改程序。
二、测试设备与参数
l 西门子PLC型号:S7-1200 × 1台
l 西门子PLC型号:S7-200Smart × 1台
l 上位机:WinCC7.4 × 1台
l 无线通讯终端——DTD418MB × 3块
l 主从关系:1主2从
l 供电:12-24VDC
l 通讯协议:ModbusTCP/IP协议
l 传输距离:100米,1KM
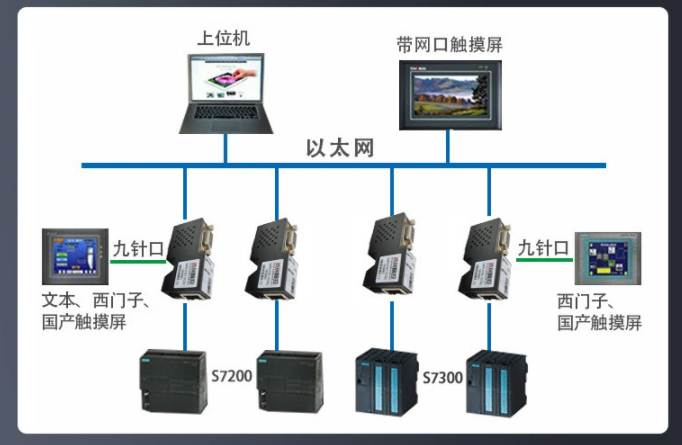
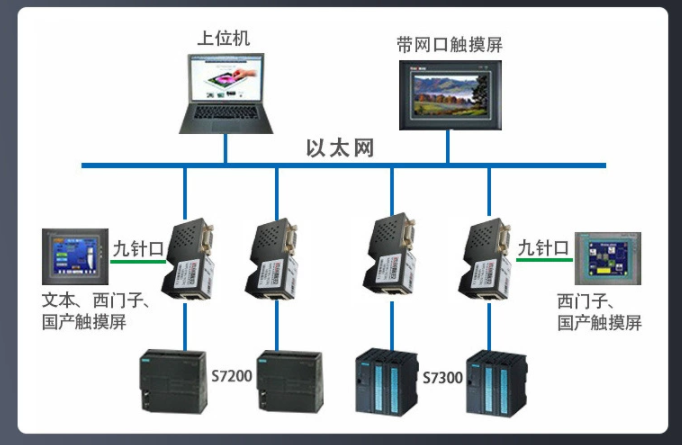
三、接线方式
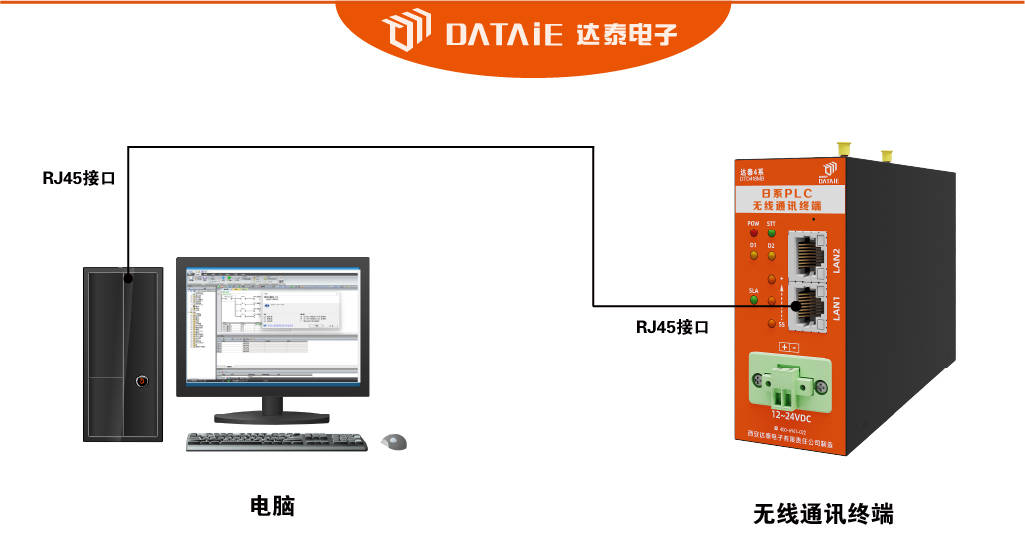
1.上位机与DTD418MB接线
用一根通讯线,一端接入DTD418M的RJ45接口,另一端接入上位机的RJ45接口。
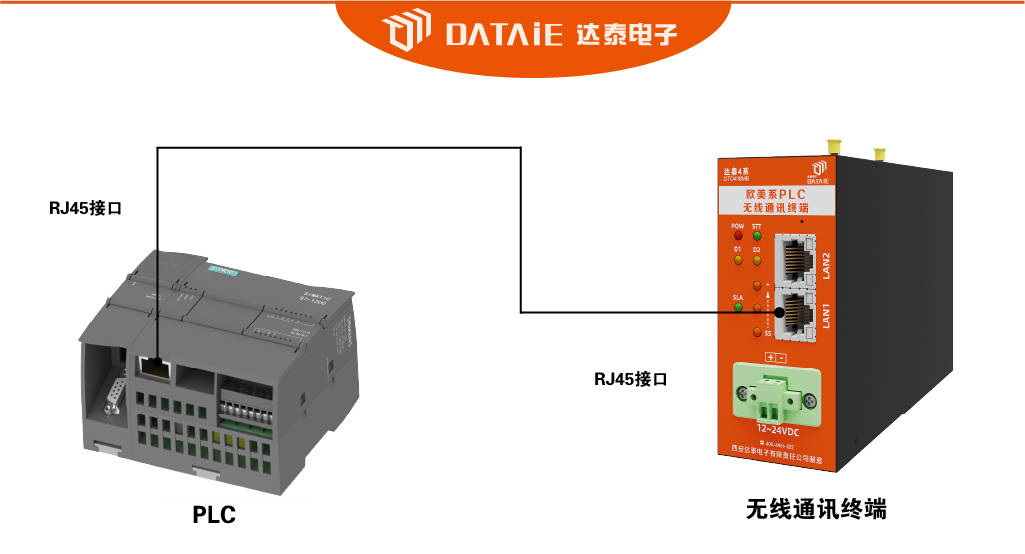
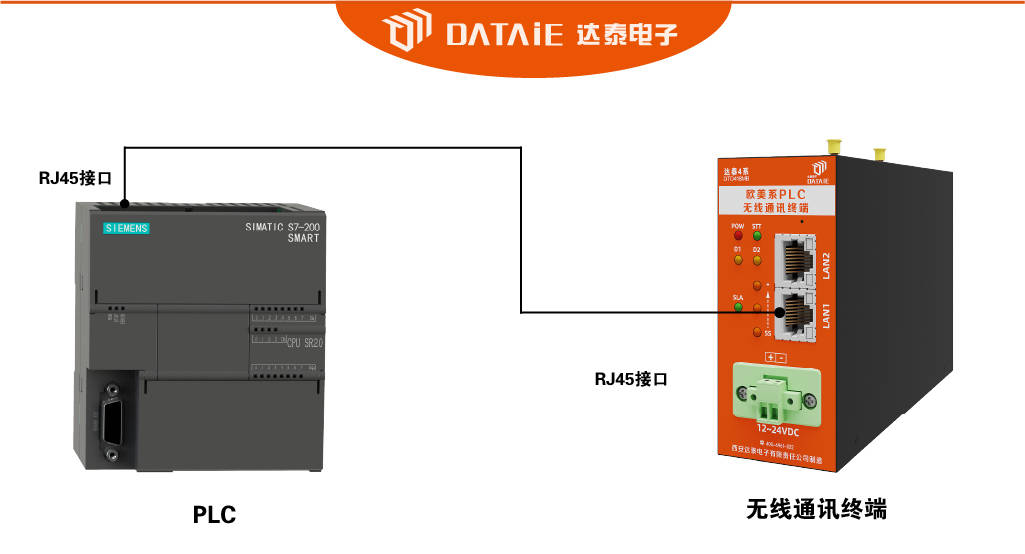
2.PLC与DTD418MB接线
用一根通讯线,一端接入DTD418M的RJ45接口,另一端接入S7-1200的RJ45接口。
用一根通讯线,一端接入DTD418M的RJ45接口,另一端接入S7-200SMART的RJ45接口。
四、WinCC参数设置及测试界面
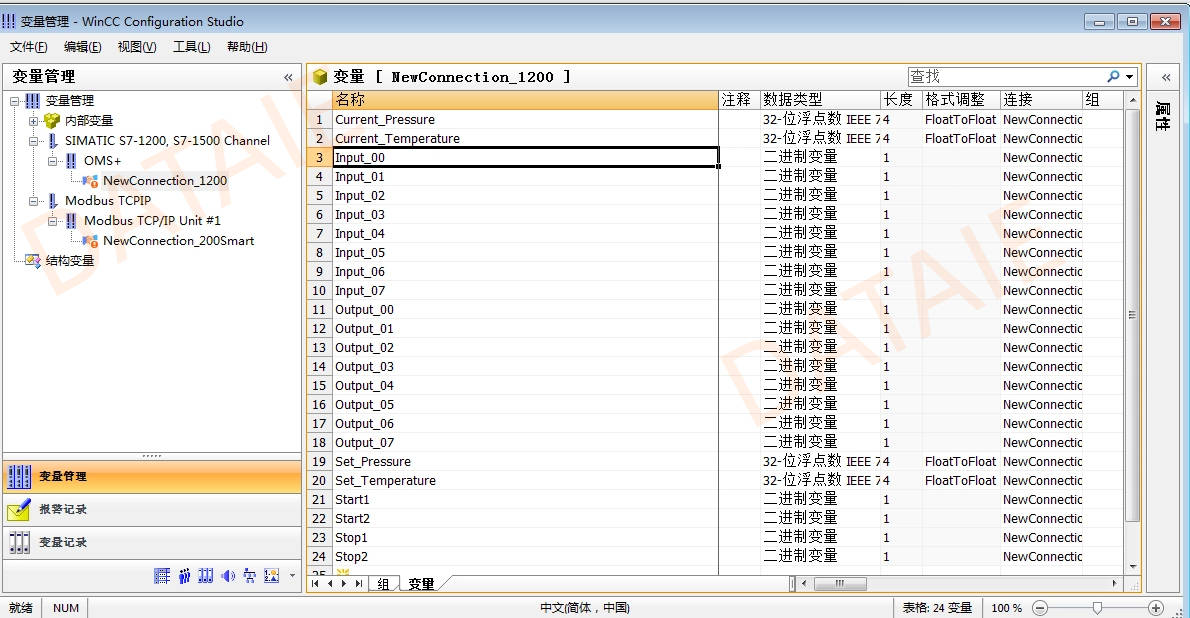
1.打开变量管理
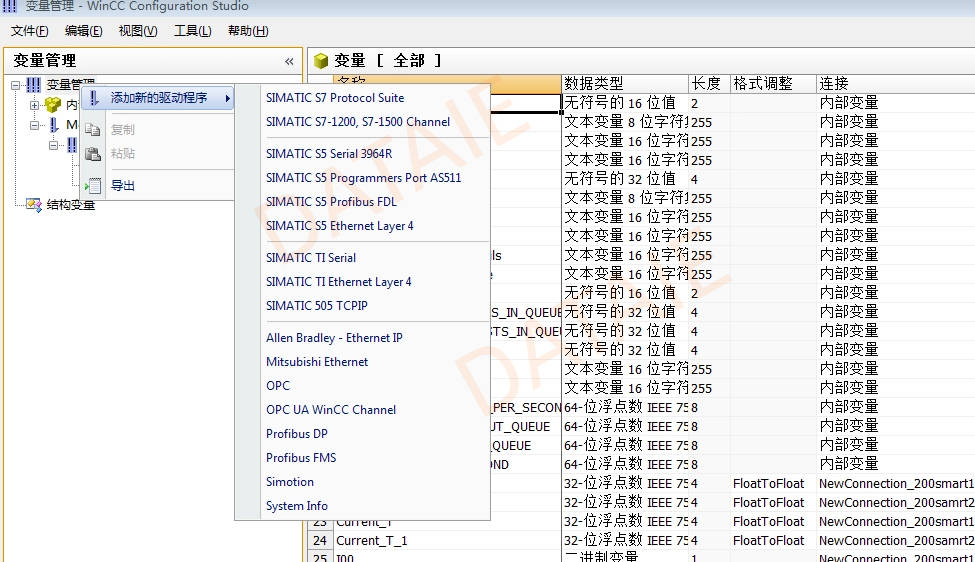
2.添加新的驱动程序
3.添加2个不同地址的PLC
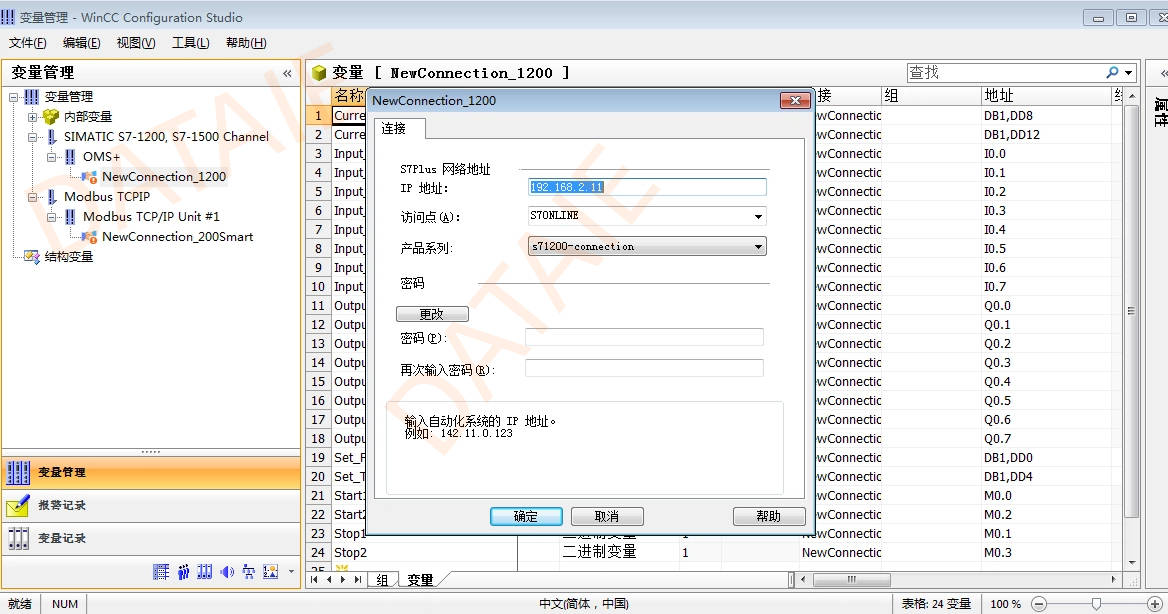
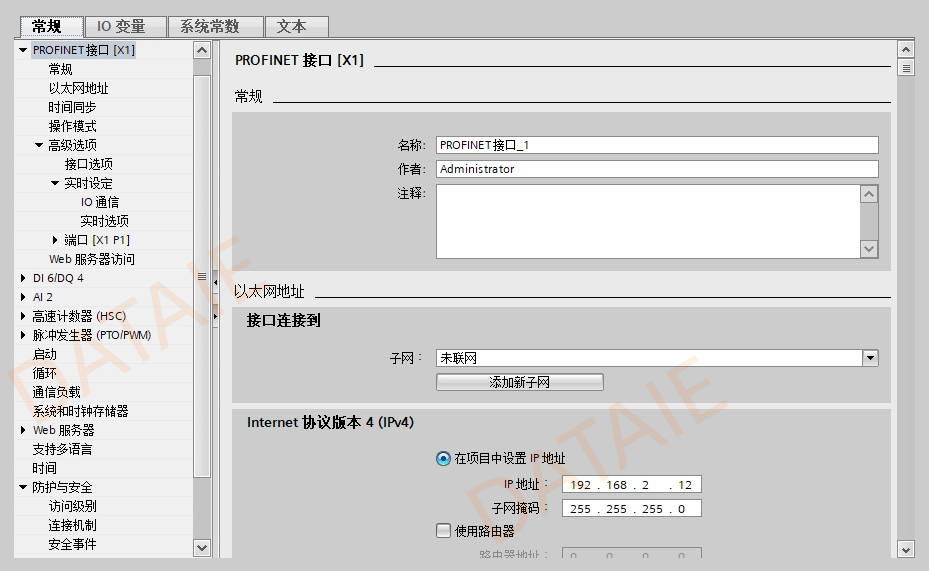
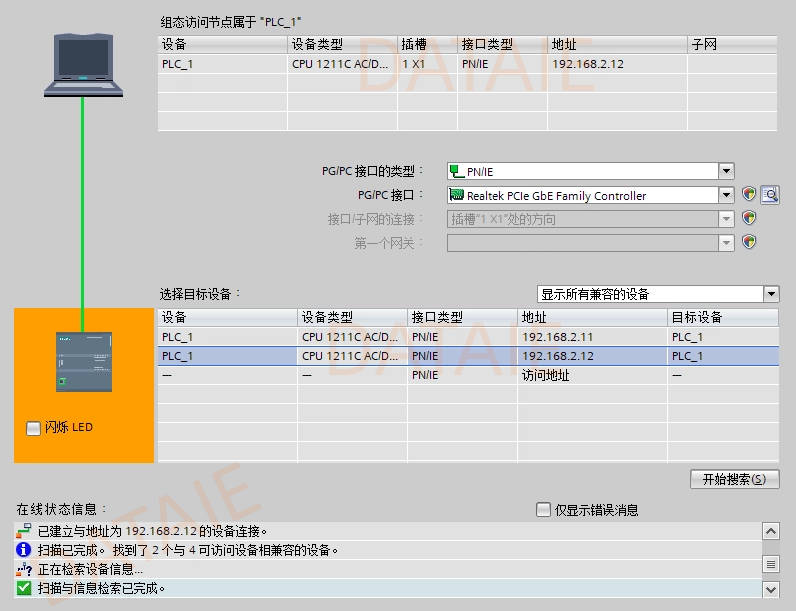
其中的“192.168.2.11”是cpu的ip地址。如果有多台PLC的IP地址不同即可,需要在同一个局域网内。
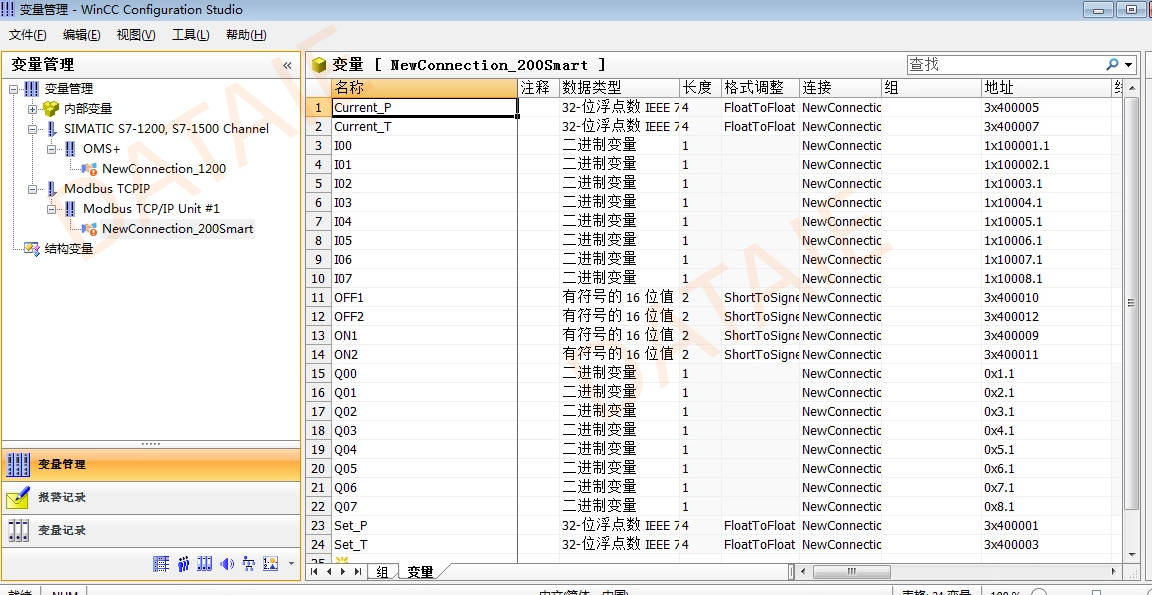
4.添加相应的变量名称和地址
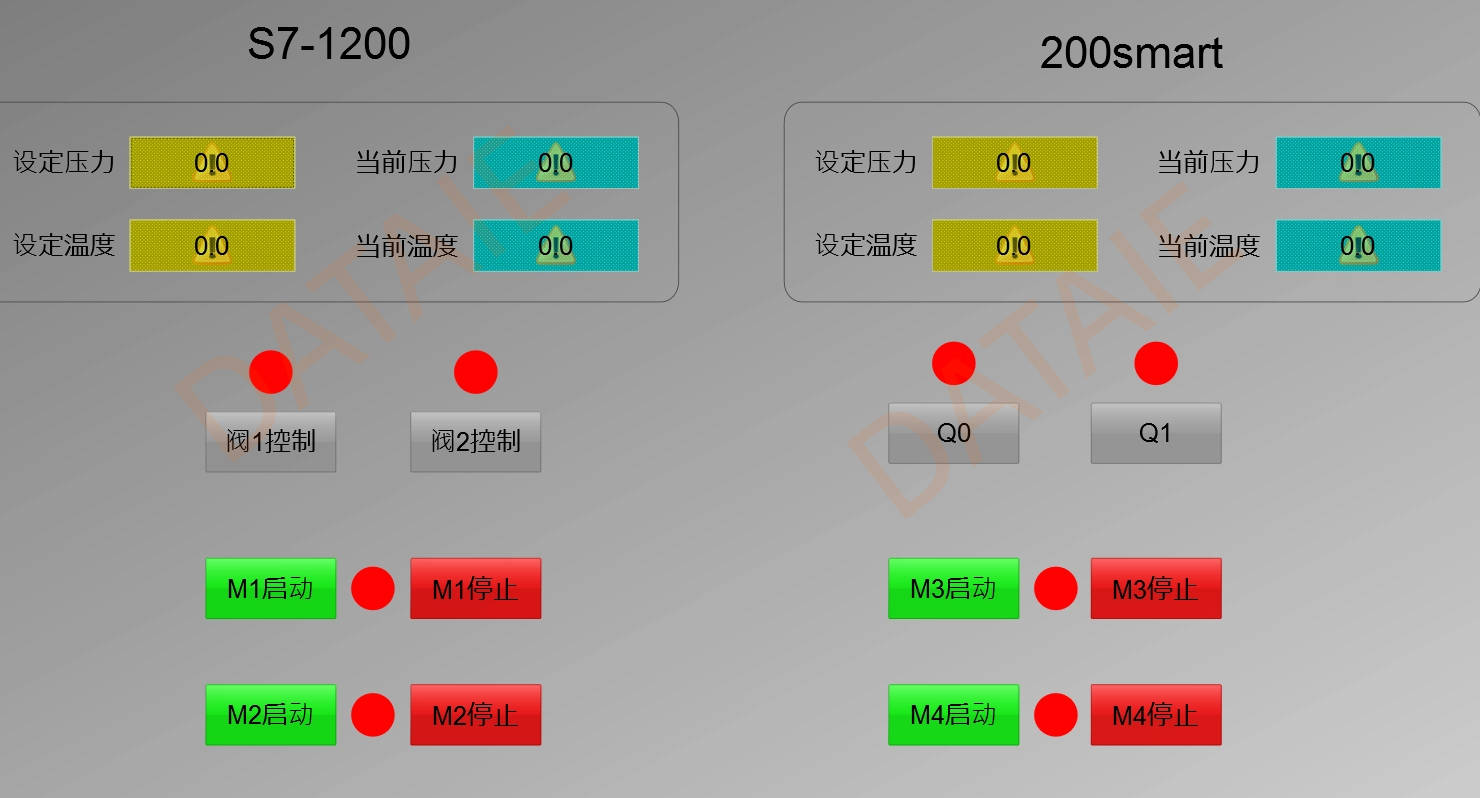
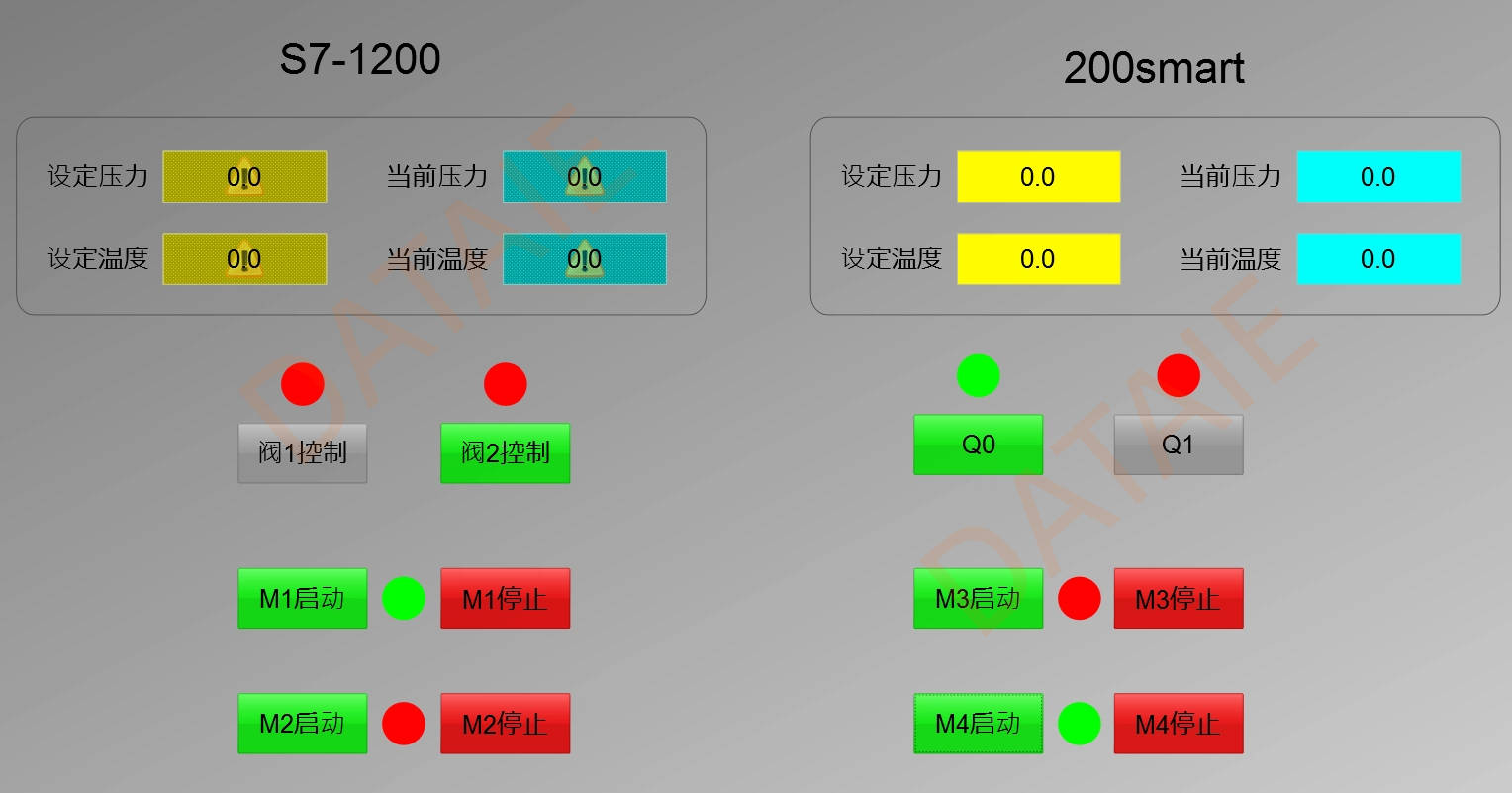
5.画面设计
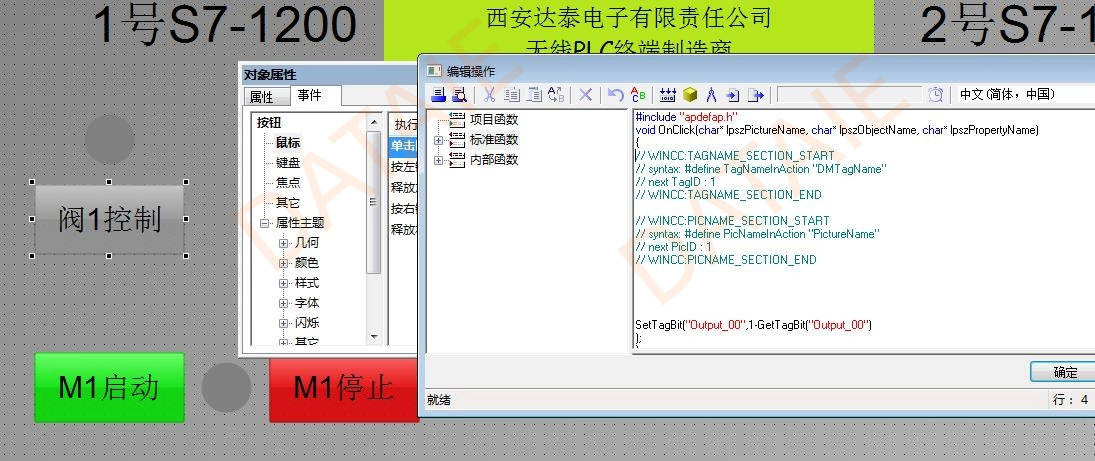
6. 画面控件与变量的关联


五、PLC参数设置
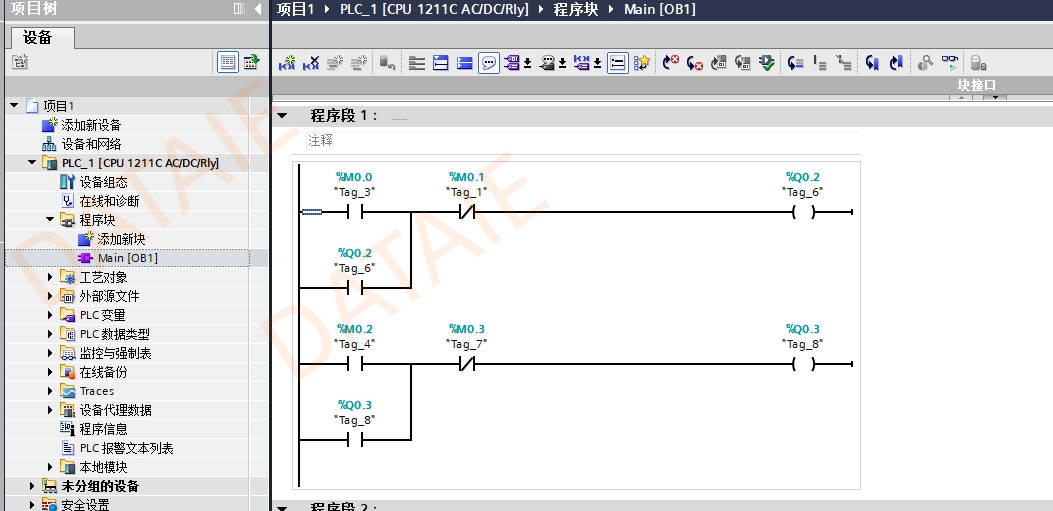
1. 编写一个启停程序
其中Q0.2和Q0.3是起保停
2. PLC的IP地址设置
3. 将程序下载到PLC
六、测试方法
1. 用WICC的Q0和Q1按钮控制PLC对应的Q点,同时在WINCC上监测Q点输出。
2. 给PLC的I点输入信号,看WINCC是否有监测到相应点的信号
3. 通过给PLC相应寄存器写入数值,看WINCC是否有对应的数值
测试结果详见文件夹
本方案例程源代码在《WinCC与S7-1200和S7-200SMT PLC无线以太网通信》文件内。
可丝我索取。
审核编辑 黄宇
-
plc
+关注
关注
5037文章
14091浏览量
476679 -
MODBUS
+关注
关注
28文章
2191浏览量
80122 -
WinCC
+关注
关注
6文章
208浏览量
48975
发布评论请先 登录
plc以太网通讯模块实现:S7-200与S7-1200借PPI助力农业自动化发展
西门子S7-200与S7-1200通过PPI以太网模块通讯,赋能汽车制造行业发展

西门子 S7-200?与 S7-1200?借 PPI?以太网模块通讯,赋能食品行业进步
依托 PPI 以太网模块,西门子 S7-200 与 S7-1200 通讯助推食品行业前行
基于Modbus TCP的WinCC监控S7-1200/200SMT应用实例
请问西门子S7-1200 如何实现Modbus TCP 通讯?
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步

西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
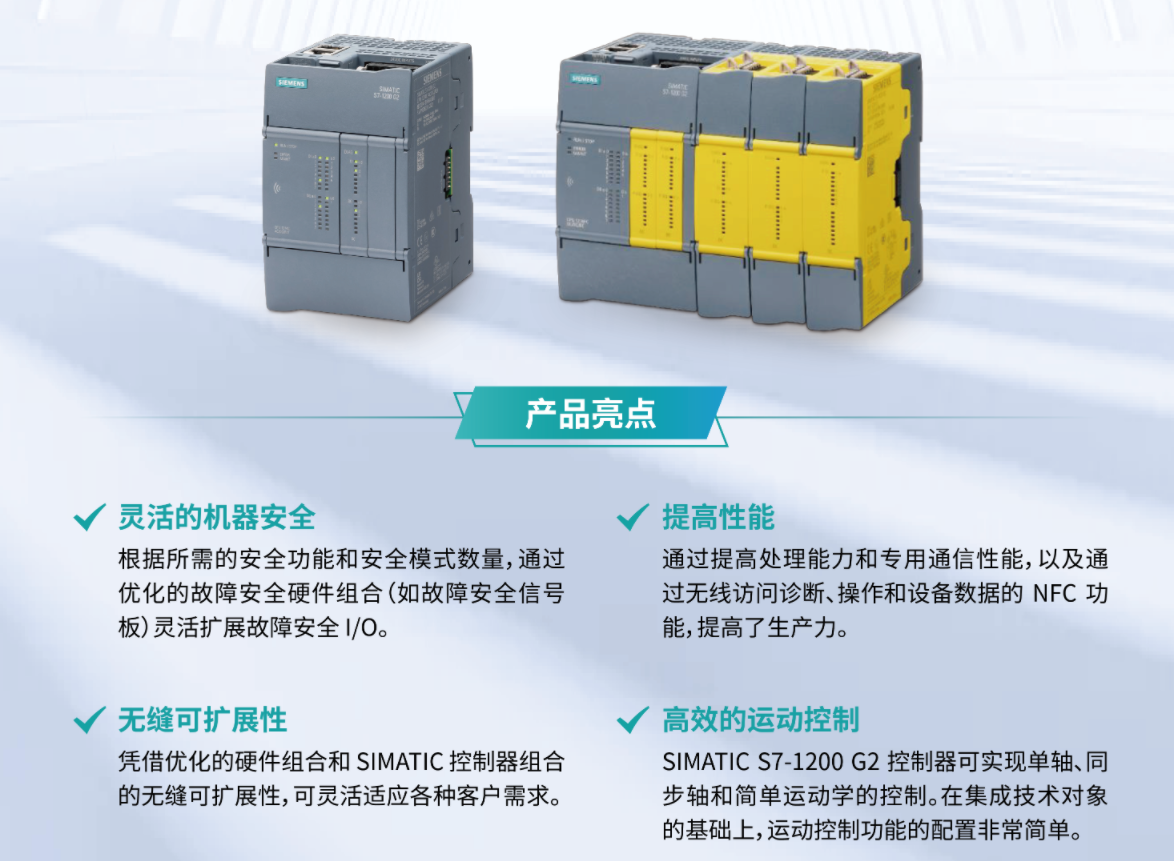
西门子S7-1200 G2的7大亮点及最新功能
WinCC监控系统与两台PLC的Modbus TCP/IP无线通信方案
告别交换机,WinCC如何用无线Modbus TCP连接2台S7-1200?
S7-200Smart与S7-1200通过Modbus协议对接到上位机
S7-1200与欧姆龙智能仪表Modbus通信案例
如何选择适合的西门子S7-1200系列PLC型号?






 工商网监
工商网监
评论