 包装机产线联动:PLC 数据采集 + OPC UA 协议,实现 MES 系统实时数据同步与效率提升
包装机产线联动:PLC 数据采集 + OPC UA 协议,实现 MES 系统实时数据同步与效率提升

一、行业痛点
包装产线普遍存在“数据孤岛”:
PLC实时数据(速度、计数、故障码)滞留本地,MES系统依赖人工抄录;
生产订单进度不透明,换线调参耗时过长;
质量异常无法关联设备参数,根因分析困难。
二、核心需求
数据自动上报
PLC的产量、停机时间、工艺参数需自动同步至MES,替代纸质报表。
订单实时追踪
MES工单指令直达包装机,自动切换产品规格参数(如贴标位置、扭矩值)。
质量追溯闭环
生产批次号与设备参数(温度、压力)绑定,实现异常包材的精准溯源。
三、解决方案

成盈智通智能对接方案,构建三层数据通道:
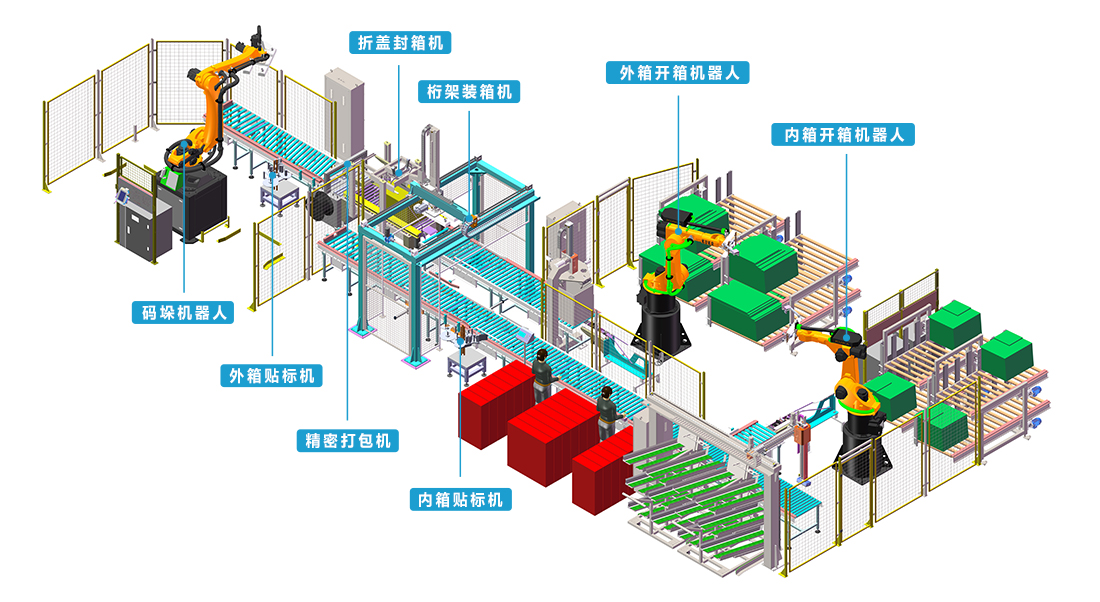
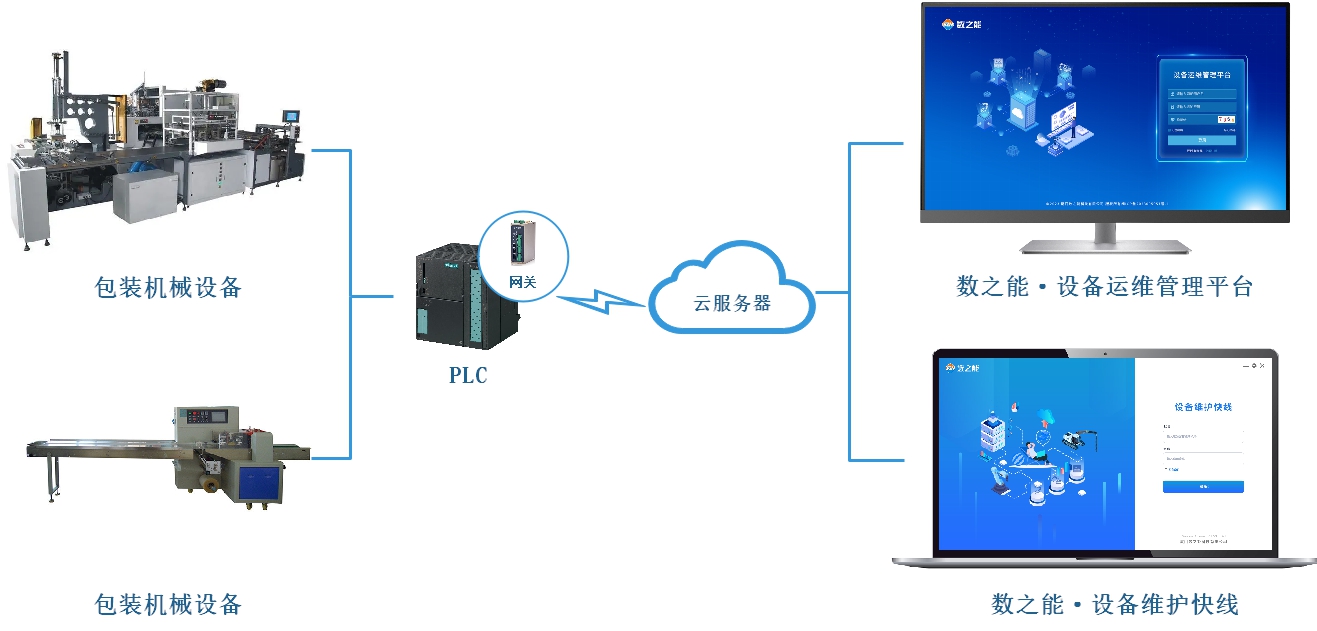
边缘采集层
R2623工业网关直连包装机PLC(支持西门子、三菱、欧姆龙等),毫秒级采集:
? 设备运行状态(运行/停机/故障) ? 产量计数 ? 工艺参数(热封温度、灌装量) ? 故障代码
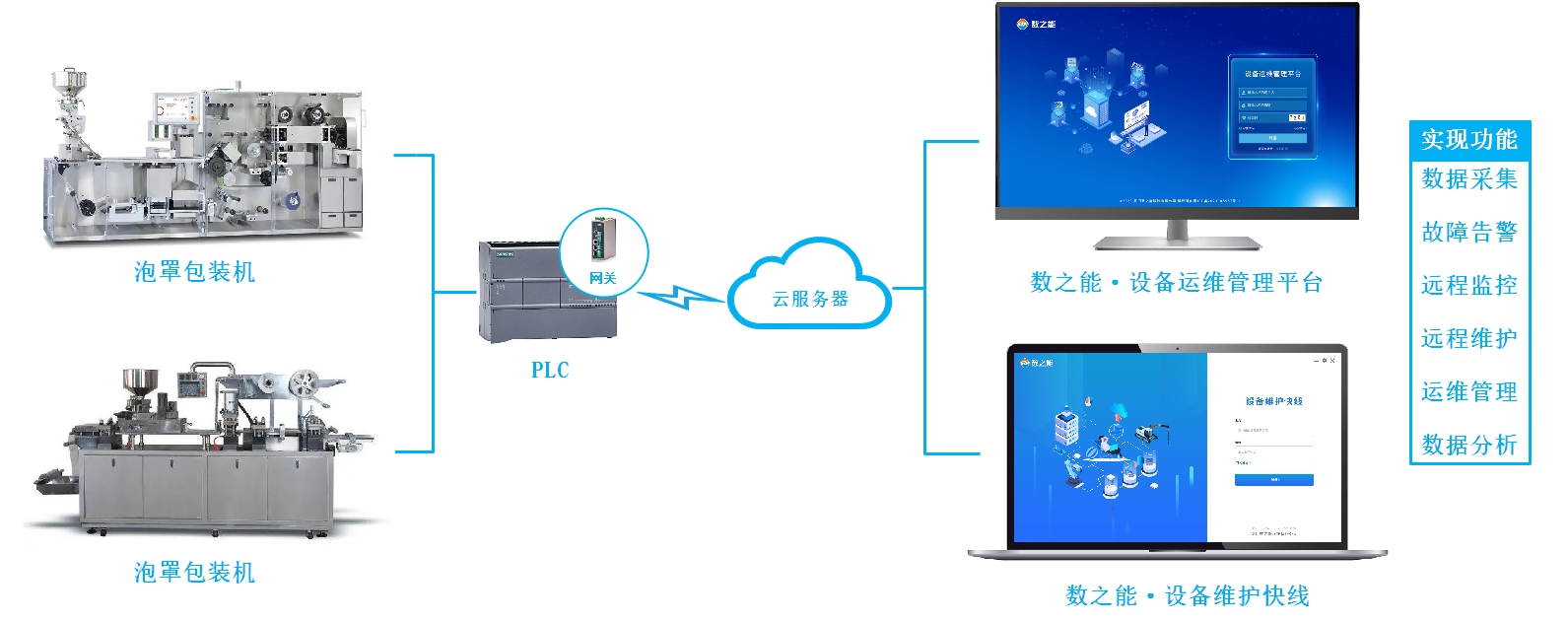
协议转换层
网关内置MES协议栈,将PLC原始数据转换为MQTT/HTTP报文,支持:
? SAP ME ? 西门子Opcenter ? 达索Apriso等主流MES接口规范
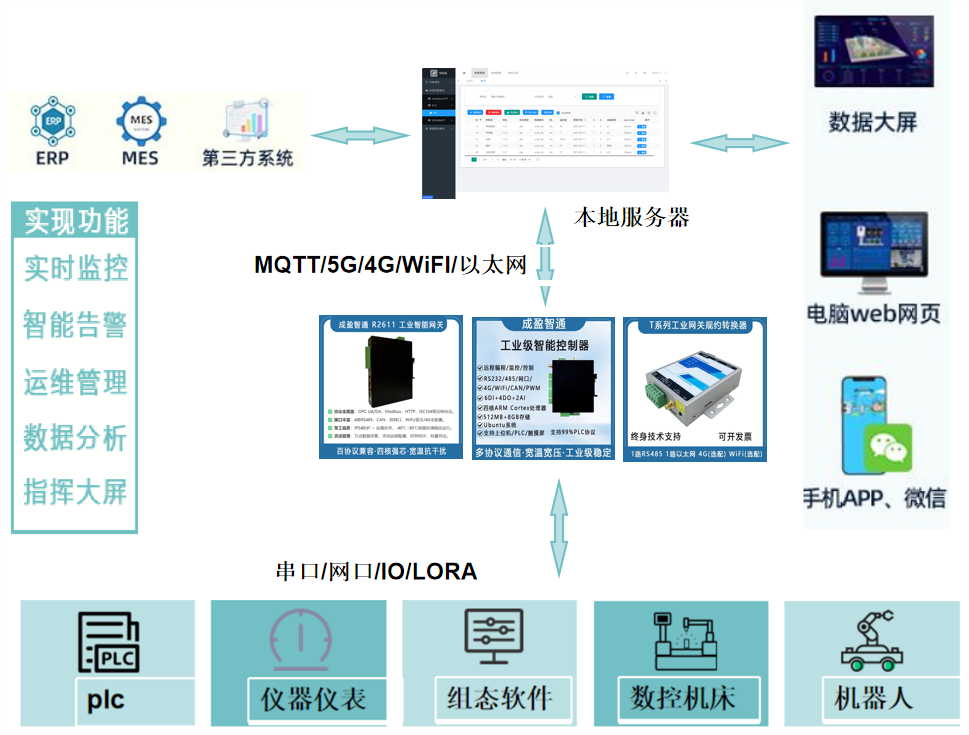
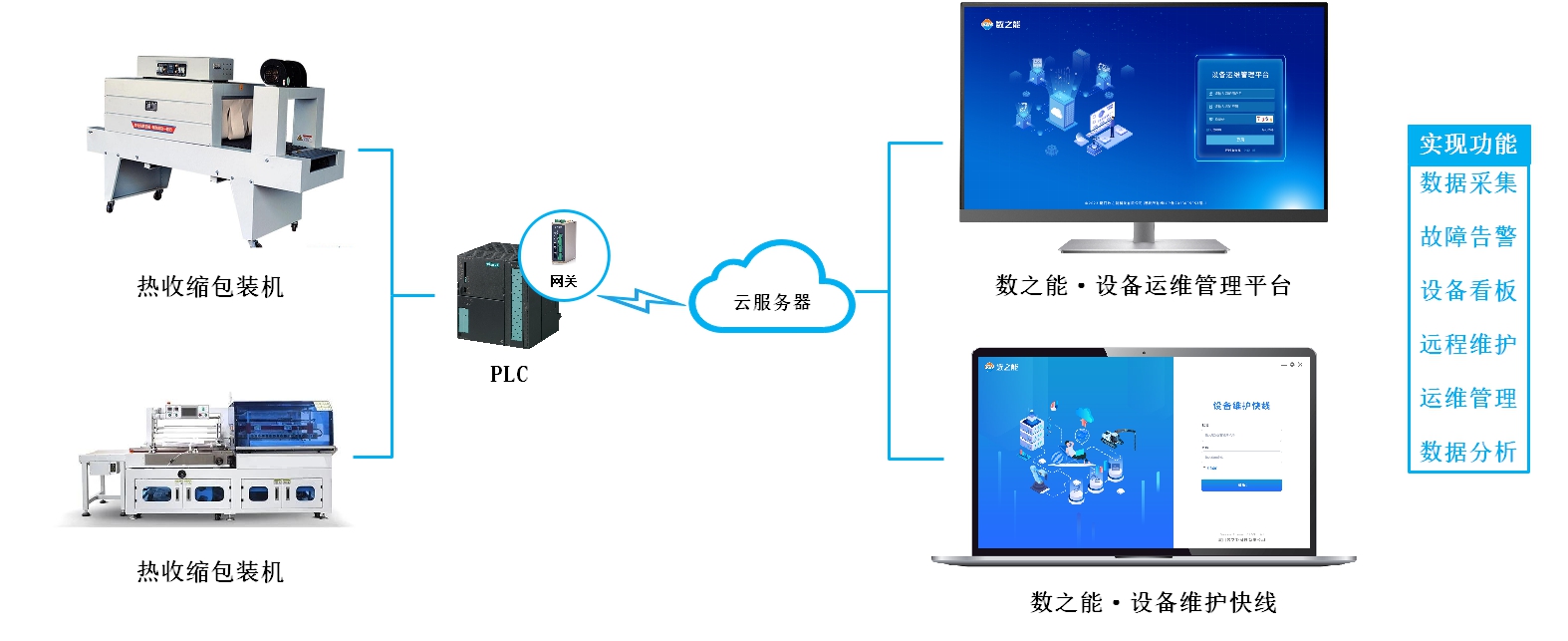
平台对接层
数据经VLINK边缘计算平台清洗后,自动推送至MES数据库,实现:
? 工单完工率实时更新 ? OEE自动计算 ? 质量异常参数包生成
?方案核心价值
即插即用:配置式映射PLC地址与MES数据点,无需修改PLC程序。
断点续传:网络中断时本地存储72小时数据,恢复后自动补传。
双向控制:MES工单指令下发至网关,自动触发包装机参数切换。
四、系统功能
生产执行看板
实时展示产线OEE(效率/可用率/良品率)、订单完成进度,延迟超限自动告警。
一键换线助手
MES下发新产品工单时,自动调取预设参数包(如枕式包装机切刀长度),减少人工调机30%时间。
质量追溯沙盘
关联批次号与生产时段设备参数(如热封温度曲线),快速定位包材泄漏的工艺诱因。
能耗成本归集
按工单统计包装机能耗,核算单批次生产成本,支撑精益改善。
五、系统效益
本方案消除数据断层,让包装机与MES系统深度对话——设备状态秒级反馈至管理层,生产指令毫秒下达至车间。企业收获的不只是报表工时的节省,更构建起柔性生产的数字神经:订单进度透明可追踪,质量异常精准可回溯,换线调参一键可执行,让包装产线在数据驱动下成为智能工厂的高效引擎。
审核编辑 黄宇
-
plc
+关注
关注
5037文章
14105浏览量
476851 -
数据采集
+关注
关注
40文章
7333浏览量
116964 -
MES
+关注
关注
5文章
1106浏览量
31371 -
OPC
+关注
关注
7文章
361浏览量
47600
发布评论请先 登录
食品产线PLC数据采集物联网解决方案

泡罩包装机数据采集监控管理系统方案
白城LP-SCADA工业产线高密度数据采集 实时响应无滞后
食品包装产线PLC数据采集系统有什么功能
包装机PLC数据采集对接到MES系统的解决方案
OPC UA数采网关实现西门子PLC数据采集到MES平台

冷冻食品产线PLC数据采集物联网解决方案
工业数据中台通过OPC UA协议对接到MES系统中
MES系统为什么需要数据采集网关
泡罩包装机PLC数据采集到MES平台的解决方案





 工商网监
工商网监
评论