 以太网模块实现CP1L PLC借通讯处理器赋能食品加工机械运行
以太网模块实现CP1L PLC借通讯处理器赋能食品加工机械运行

在食品加工机械领域(如面包自动成型生产线),欧姆龙CP1L系列PLC因稳定性高、成本适中而被广泛采用。然而,其原生仅配备串行通讯口(RS232/RS485),无法直接接入以太网,导致三大核心问题:
1.数据监控滞后:生产线参数(如面团温度、发酵时间、烘烤温度)需通过触摸屏本地查看,管理人员无法远程实时监控,故障响应延迟超30分钟。
2.多设备协同困难:串口带宽仅115.2Kbps,无法同时支持上位机组态软件(如组态王)和触摸屏(如麦斯克威MT6102IE)高速通信,触摸屏刷新率低至2秒/次,操作员无法及时调整工艺参数。
3.系统扩展受限:新增MES系统需改造硬件链路,停机改造成本高达每日5万元,且抗电磁干扰弱(车间变频器导致误码率>1%)
二、解决方案:捷米特JM-ETH-CP以太网通讯处理器的核心价值
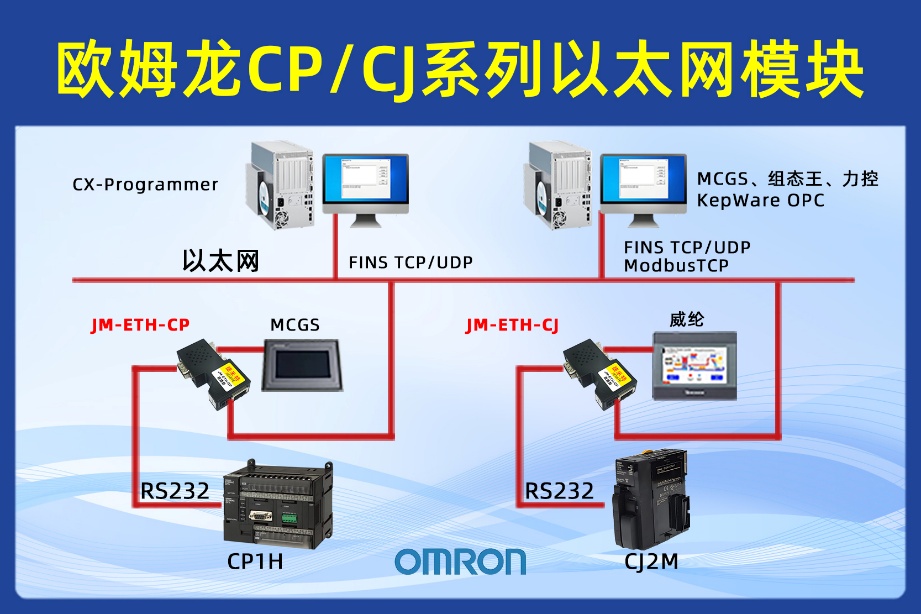
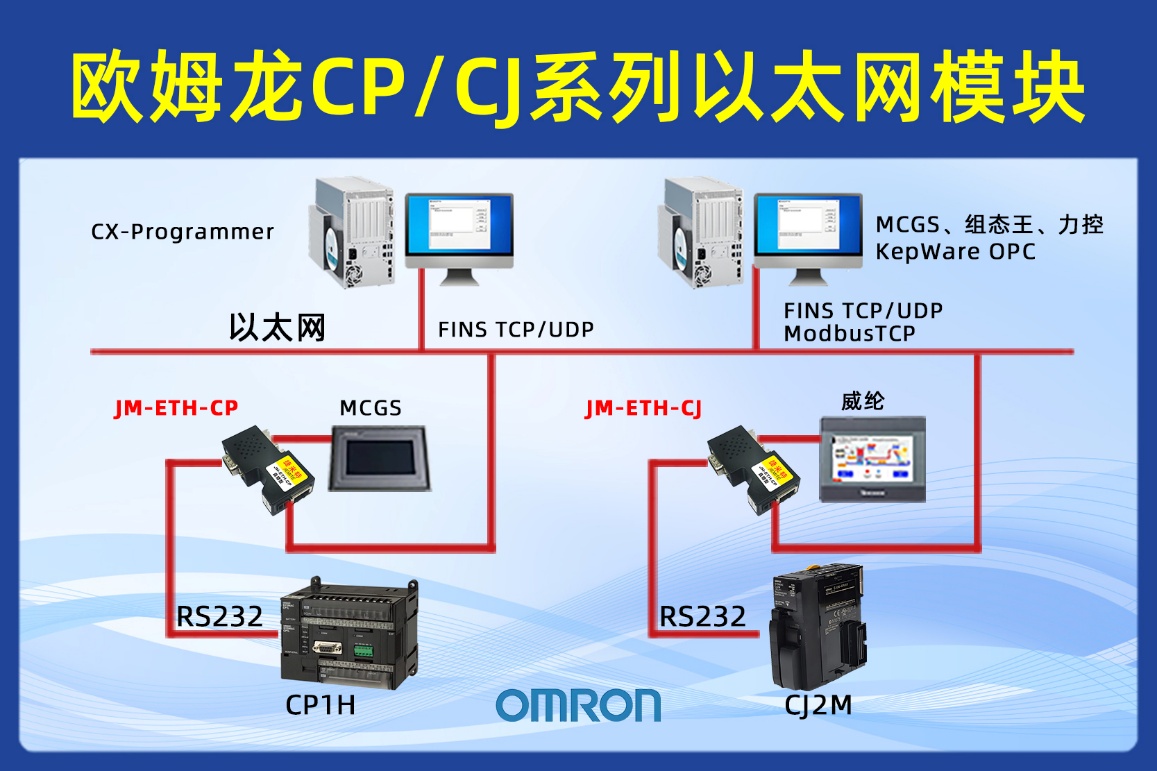
针对上述痛点,某食品机械制造商在丰尚智能面包成型生产线中引入捷米特JM-ETH-CP以太网通讯模块,通过双协议转换实现“PLC-触摸屏-上位机”无缝集成:
·硬件拓扑
oPLC层:欧姆龙CP1L-EM30DR-D(主控制器),通过DB9编程口连接JM-ETH-CP以太网通讯模块的X1接口。
o触摸屏层:麦斯克威MT6102IE人机界面通过RS232电缆接入模块X2接口,实时监控面团搅拌速度、成型压力等参数。
o上位机层:研华工控机IPC-610(安装组态王6.55)通过RJ45网口(X3)连接车间交换机,IP地址设为192.168.1.10。
·协议支持
o支持FINS/TCP协议与欧姆龙CX-Programmer编程软件通信,实现PLC程序远程调试。
o内置ModbusTCP服务器,将PLC的DM区映射至Modbus保持寄存器(如DM100→40001),供组态王直接读取。

三、实施过程:从硬件安装到系统优化
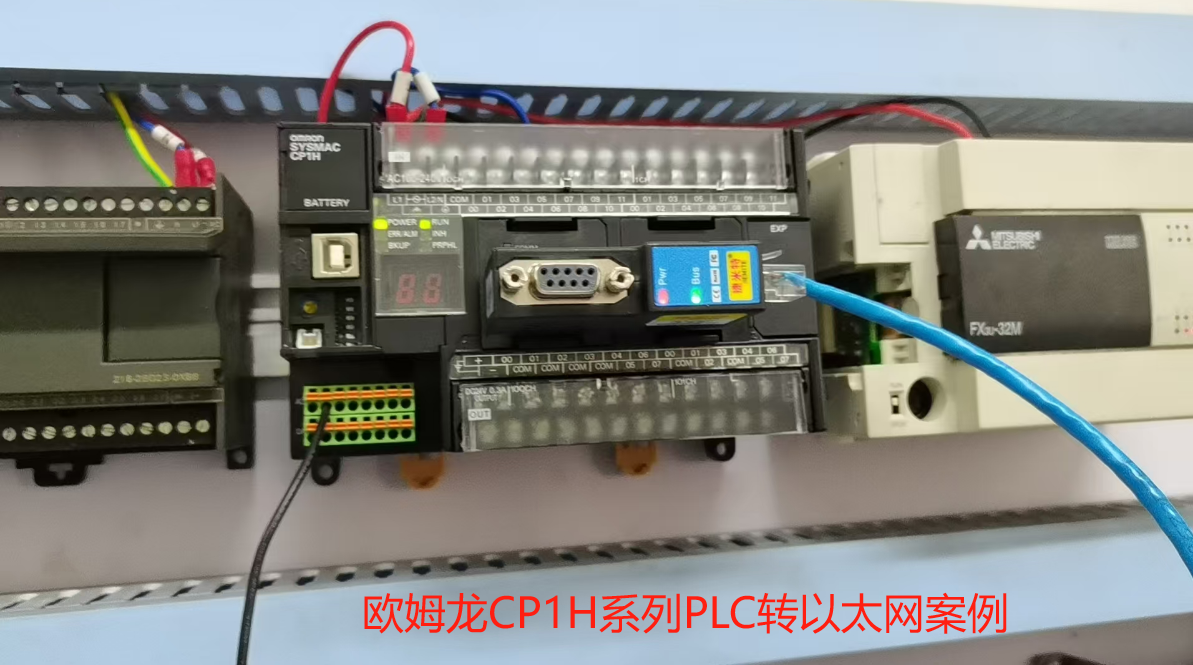
1.模块安装与电气连接
o电源配置:JM-ETH-CP以太网通讯处理器采用PLC通讯口取电(5V/50mA),同时外接明纬LRS-35-24电源(24VDC)提升稳定性1。
o接线细节:
§X1(DB9母口)直插CP1L的编程口,引脚定义:2脚(RXD)接PLC-TXD,3脚(TXD)接PLC-RXD,5脚(GND)共地。
§X2连接触摸屏时,波特率自动匹配为19.2kbps(8数据位/偶校验)59。
2.网络参数与协议配置
oIP设置:登录模块Web管理页(默认IP:192.168.1.178),修改为静态IP 192.168.1.150,子网掩码255.255.255.0。
o数据映射:在ModbusTCP配置页,将PLC的DM区(DM100-DM199)映射至Modbus地址40001-40100,功能码FC3/FC16支持读写610。
o多设备兼容:
§组态王驱动选择“Omron FINS Ethernet”,目标IP设为192.168.1.150,端口9600。
§触摸屏协议选择“欧姆龙HostLink”,PLC类型CP1L,与模块波特率一致18。
3.系统调试与性能优化
o通信测试:
§使用CX-Programmer通过以太网在线监测PLC,程序下载速度提升至500ms(原串口需5秒)。
§组态王画面刷新率优化至200ms,实时显示烘烤箱温度曲线(数据源DM150)12。
o抗干扰设计:
§采用超六类屏蔽网线连接交换机,在变频器旁测试误码率<0.001%(原RS485误码率>1.2%)6。
o故障诊断机制:
§在PLC中编写心跳检测程序(DM0循环+1),当上位机2秒未收到变化值即触发“通讯中断”报警8。
四、应用效果:效率与管理双提升
1.生产效率提升
o数据延迟从1.5秒降至150ms,面团成型工序故障响应时间缩短至10秒内,废品率降低40%。
o通过组态王远程修改发酵参数(DM120-DM125),工艺调整效率提高80%。
2.管理智能化升级
o触摸屏与上位机数据同步显示,操作员可在麦斯克威MT6102IE界面本地急停设备,管理人员通过组态王生成产量日报(自动统计DM200的计数寄存器)。
o支持Kepware OPC服务器接入,实现与企业MES系统(用友U9)集成,生产指令下发耗时从小时级降至分钟级。
3.维护与扩展性优化
o模块Web界面提供通信状态诊断(如FINS报文错误计数),故障定位时间从4小时缩短至15分钟。
o新增视觉检测系统(基恩士CV-X200)时,仅需扩展交换机端口并添加OPC标签,无需PLC停机改造。

五、总结:老旧设备智能化的典范
捷米特JM-ETH-CP以太网通讯模块在食品机械领域的成功应用,印证了“协议转换+硬件桥接”是破解老旧PLC联网难题的高效路径。其价值不仅体现于。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5777浏览量
176959 -
plc
+关注
关注
5037文章
14110浏览量
477021
发布评论请先 登录
欧姆龙 CP1H PLC借助以太网通讯处理器实现在检测生产线上的应用案例

基恩士KV系列PLC借助于以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

欧姆龙PLC CP1H搭配以太网模块实现上位机与触摸屏双通道检测生产线监控案例

欧姆龙CP1L PLC借助于欧姆龙以太网模块与上位机编程软件通讯实现触摸屏监控的应用配置案例

冲压车间生产优化:欧姆龙CP1E PLC配合以太网模块,助力上位机与触摸屏协同工作

plc 以太网通讯模块实现:欧姆龙 CP1E PLC 在冲压车间的应用案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例?
PLC以太网通讯模块:欧姆龙 CP1H PLC在纺织机械上的应用案例

西门子PLC助力焊接生产线升级:S7-300与S7-1200以太网通讯及HMI集成方案

欧姆龙PLC CP1L通过以太网模块与上位机通讯配置案例
依托PPI以太网模块,西门子S7-200与S7-1200通讯助力食品加工行业进步

PLC 以太网通讯模块助力欧姆龙PLC突破传统,迈向以太网
信捷PLC转以太网连接电脑方法
施耐德 PLC 转以太网:案例展示与经验交流

欧姆龙 CP/CJ/CX 系列以太网化之路:典型配置案例剖析






 工商网监
工商网监
评论