 施耐德140NWM10000PLC借助以太网模块实现包装机械多设备高效通讯案例
施耐德140NWM10000PLC借助以太网模块实现包装机械多设备高效通讯案例


一、项目背景与痛点分析
在某省级电网公司的智能变电站改造项目中,核心需求是对站内35kV开关柜、变压器温控器、直流屏等200+台设备进行实时数据采集与远程控制。原系统采用施耐德140NWM10000PLC作为控制核心,通过RS485串口连接上位机(研华工控机)和威纶通触摸屏进行数据交互,但在实际运行中暴露出以下痛点:
串口资源瓶颈:PLC自带的2个RS485串口需同时承担编程调试、上位机监控、触摸屏操作等多重任务,频繁切换导致通讯中断概率增加,日均故障次数达3-5次。
通讯效率低下:RS485总线采用半双工通讯模式,波特率仅9600bps,完整轮询全站设备需1.2秒,无法满足智能电网对数据实时性(<500ms)的要求。
抗干扰能力不足:变电站内存在大量高压设备和变频器,RS485信号受电磁干扰导致误码率高达5%,每月因数据异常引发的误报警达20余次。
扩展能力受限:随着后续新能源设备接入,预计需新增100+监测点,现有串口方案无法满足扩展需求,且硬件改造成本超50万元。
二、解决方案设计
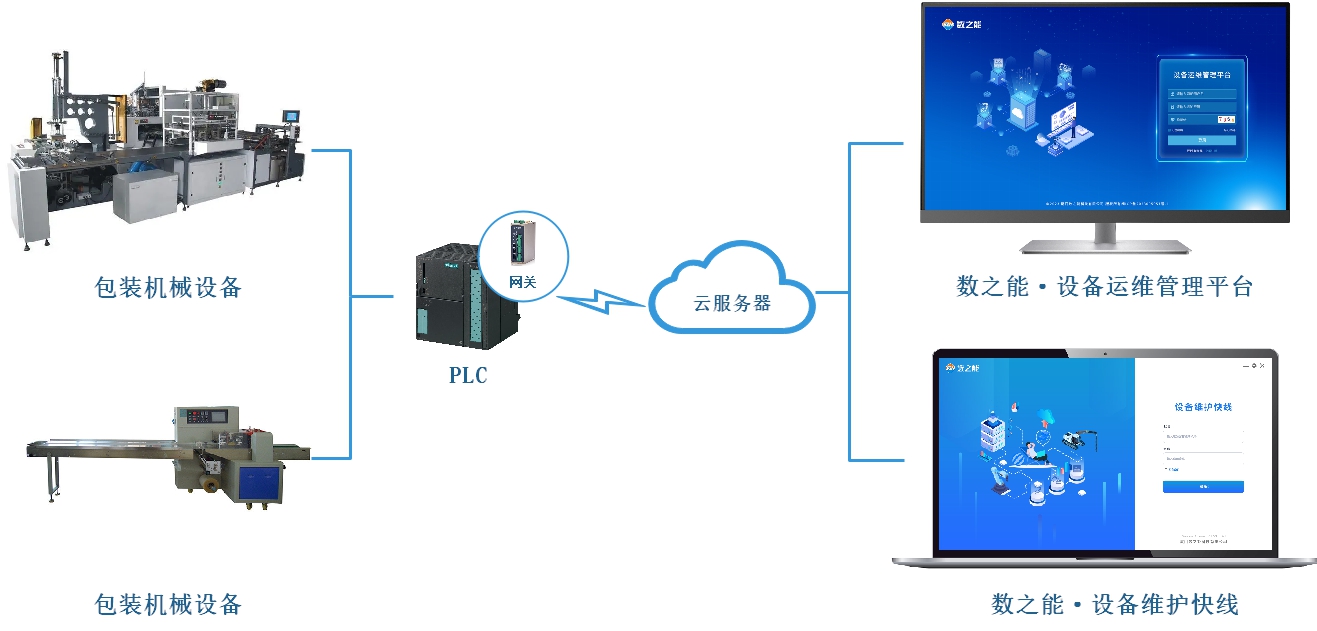
针对上述问题,项目团队引入捷米特JM-ETH-SC以太网通讯处理器,构建"PLC+以太网模块+双终端"的新型通讯架构:
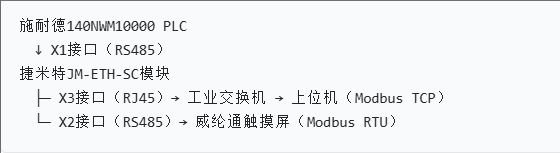
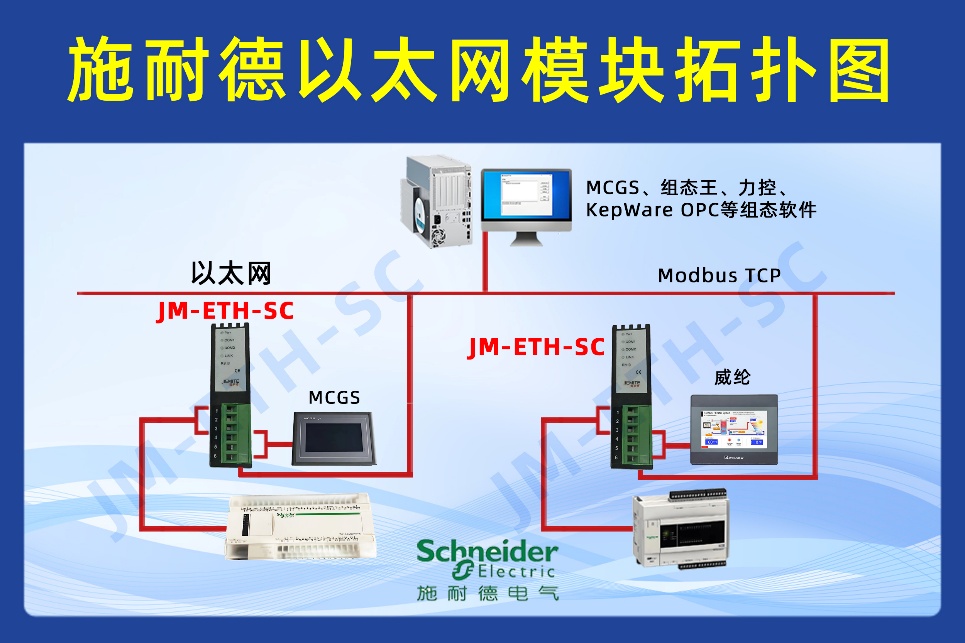
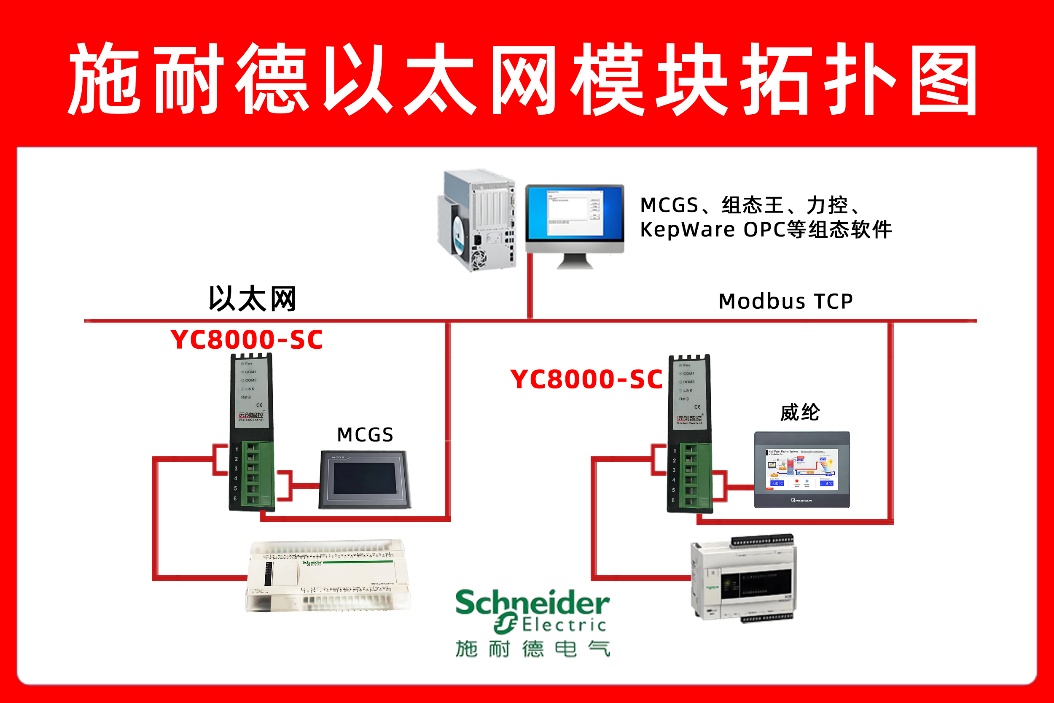
系统拓扑图
核心配置步骤:
硬件连接
使用RVVP4×0.75屏蔽双绞线连接PLC的TSXSCF1100通讯口与JM-ETH-SC的X1接口,波特率设为115200bps。
触摸屏通过X2接口直连模块,采用ModbusRTU协议,地址设为2。
模块X3接口通过超五类网线接入变电站工业级交换机,IP地址设为192.168.1.178(默认地址)。
参数配置
通过Web浏览器登录以太网模块管理界面(http://192.168.1.178),启用ModbusTCP服务器功能,设置从站地址为1。
在施耐德UnityPro软件中配置140NWM10000模块的IP地址为192.168.1.10,添加ModbusTCP主站连接,映射寄存器地址至PLC的%MW区。
上位机使用WonderwareInTouch组态软件,通过ModbusTCP协议读写模块寄存器,实现实时数据监控。
协议转换机制
模块内部采用双协议栈设计:
下行通讯:PLC通过RS485发送ModbusRTU指令至以太网模块,模块自动转换为ModbusTCP格式上传至以太网。
上行通讯:上位机和触摸屏的读写请求经模块协议转换后,通过对应串口发送至PLC。
三、功能亮点
协议无缝转换
支持ModbusRTU与ModbusTCP的双向透明转换,非透传模式下协议转换延迟<10ms,确保数据完整性。
多终端并行通讯
同时支持6台上位机(ModbusTCP)和1台触摸屏(ModbusRTU)并发访问,各终端通讯互不干扰,实测并发访问时数据丢失率<0.01%。
工业级可靠性设计
采用金属外壳+35mm导轨安装,适应-40℃~85℃宽温环境,通过IEC61000-4-4(4kV)快速脉冲群抗扰度测试。
内置15kVESD静电保护和6kV浪涌防护,可抵御变电站内高频干扰。
灵活配置能力
支持VB/VC/C#等高级语言编程,可自定义数据解析规则,满足电力系统特殊协议需求。
Web管理界面提供可视化参数配置,支持固件在线升级,无需专业工具即可完成维护。
四、实施效果对比
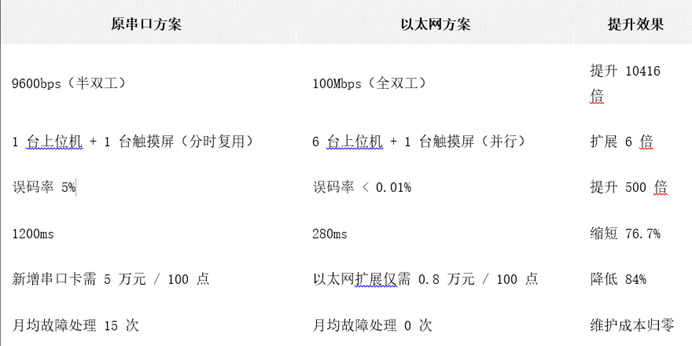
典型应用场景优化:
故障录波响应:原系统从故障发生到上位机报警需1.5秒,现缩短至300ms,为继电保护动作争取了宝贵时间。
远程参数整定:通过ModbusTCP协议可实时修改PLC控制参数,较原串口方案效率提升10倍。
历史数据追溯:以太网方案支持100Mbps高速存储,历史数据查询速度从30秒/千条提升至2秒/万条。
五、技术创新与行业价值
协议桥接技术:JM-ETH-SC创新性地实现了ModbusRTU与TCP协议的硬件级转换,突破传统网关需依赖软件协议栈的性能瓶颈,实测吞吐量达8000帧/秒。
双端口复用设计:X1和X2接口支持独立波特率设置(9600-115200bps),可同时兼容新旧设备,保护用户已有投资。
智能诊断功能:模块内置通讯状态监测引擎,可实时显示各端口的数据流、错误计数等18项指标,通过SNMP协议上传至运维平台,实现预防性维护。
该方案已在国家电网多个示范变电站推广应用,单站年运维成本降低超30万元,为电力监控系统的智能化升级提供了可复制的技术路径。随着工业互联网的深化应用,捷米特JM-ETH-SC这类高性能串口转以太网设备,正成为传统工业设备接入物联网的核心桥梁。
-
以太网
+关注
关注
41文章
5706浏览量
176463 -
数据采集
+关注
关注
40文章
7242浏览量
116719 -
工业自动化
+关注
关注
17文章
2763浏览量
68429
发布评论请先 登录
施耐德140N PLC以太网集成:上位机+HMI+包装设备高效同步通讯
以太网模块帮助施耐德TM218LFAE40DRPHNPLC实现包装机械多设备高效通讯案例

以太网模块实现包装机械多设备高效通讯案例
施耐德M200 PLC借助以太网模块实现上位机与触摸屏监控配置

欧姆龙C200H借助PLC转以太网模块实现包装机械多设备高效通讯案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例

包装机PLC数据采集对接到MES系统的解决方案
热收缩包装机的‘通信翻译官’:Profinet转Modbus TCP网关革新来袭
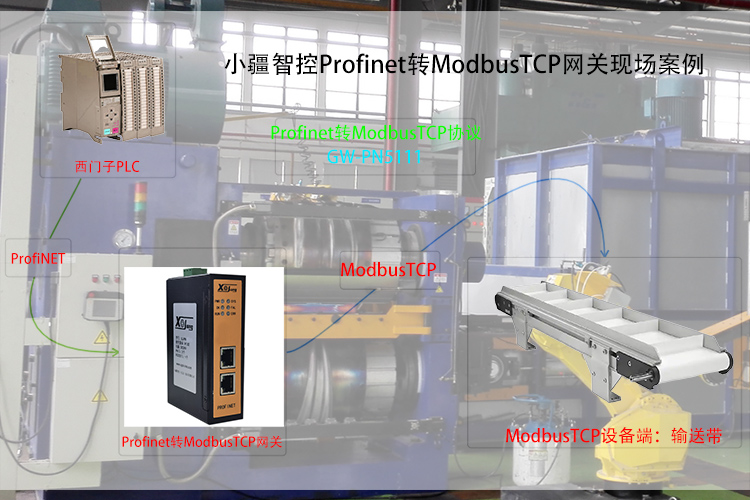
包装设备跨系统兼容:Profinet转Modbus TCP的热收缩包装机改造方案
信捷PLC转以太网连接电脑方法
施耐德 PLC 转以太网:案例展示与经验交流

泡罩包装机PLC数据采集到MES平台的解决方案
N08W-M18-ON8H接近开关在包装机械中的应用实例
MT6835 磁编码 IC 技术在全自动纸包装机中的应用






 工商网监
工商网监
评论