 欧姆龙C200H借助PLC转以太网模块实现包装机械多设备高效通讯案例
欧姆龙C200H借助PLC转以太网模块实现包装机械多设备高效通讯案例


一、项目背景与痛点分析
在某食品包装生产线中,核心控制设备采用欧姆龙C200HPLC,负责灌装、封口、贴标等多工位协同作业。原系统通过RS485串口连接上位机(用于生产数据监控)和触摸屏(用于现场参数设置),但随着产能提升和工艺复杂化,传统串口通讯暴露出以下问题:
通讯速率瓶颈
RS485最高波特率仅115.2Kbps,当需实时传输灌装量、温度、压力等数百个模拟量数据时,画面刷新延迟超过1秒,导致操作员无法及时响应异常。例如,当贴标工位出现标签偏移时,上位机报警滞后,造成每分钟约30件废品。
多设备连接复杂性
原系统需通过串口服务器扩展连接,但每个扩展节点需独立配置波特率、校验位,且总节点数受限于RS485的32个设备上限。新增MES接口时,需停机重新布线并修改PLC程序,改造周期长达3天。
抗干扰能力弱
车间变频器、电机等设备产生的电磁干扰常导致数据误码。据统计,每月因通讯中断引发的停机时间达8小时,维护成本增加15%。
维护与扩展困难
串口链路需逐段排查故障,且无法远程诊断。某次因通讯线缆老化导致全线停机,定位故障耗时6小时,直接损失超2万元。
二、解决方案
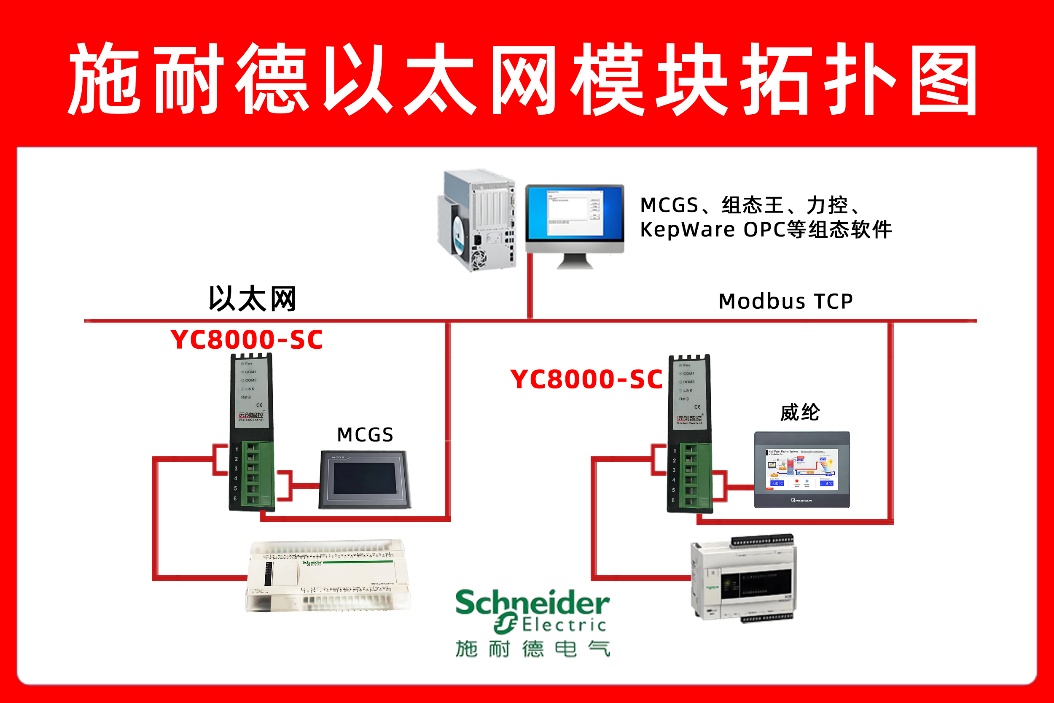
针对上述问题,采用远创智控YC8000-CXZ以太网模块进行改造。该模块专为欧姆龙C200H等老型号PLC设计,支持串口转以太网协议转换,可同时连接上位机和触摸屏,实现多设备高效通讯。
核心功能与优势:
协议兼容性:集成ModbusTCP服务器和欧姆龙FINS协议,支持上位机(如组态王)和触摸屏(如威纶通)同时接入。
即插即用:通过DB9接口直连C200H编程口,无需额外编程,自动匹配PLC串口参数(如波特率、数据位)。
远程管理:支持Web界面配置IP地址、端口映射,可远程升级固件,减少现场维护量。
抗干扰设计:工业级电磁兼容(EMC)认证,确保在恶劣环境下稳定运行。
三、系统架构与硬件配置
1.硬件拓扑
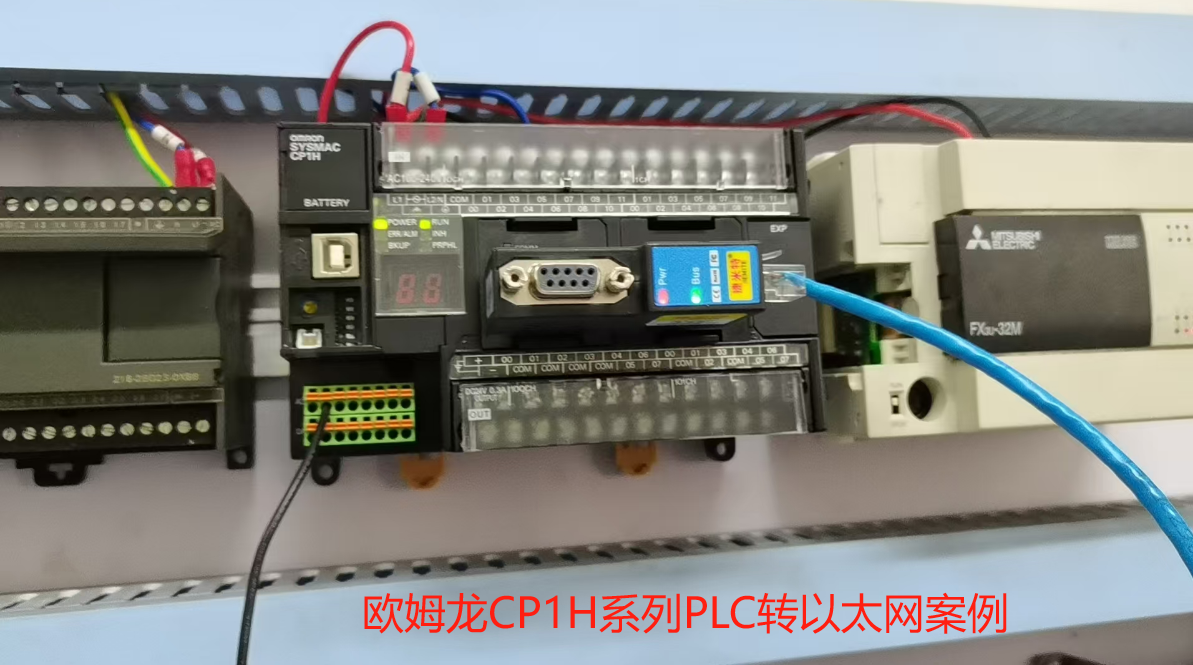
PLC层:欧姆龙C200HCPU单元(型号C200H-CPU01-E),通过DB9接口连接YC8000-CXZ网关模块,外接24VDC电源。
通讯层:模块提供1个RJ45以太网接口,通过交换机同时连接上位机(IP:192.168.1.10)和触摸屏(IP:192.168.1.20),构成星型网络拓扑。
设备层:灌装阀、封口机等执行机构通过PLC数字量输出控制,压力传感器、温度变送器等模拟量信号经C200H-AD001模块采集。
2.模块接线细节
电源连接:YC8000-CXZ的VCC/GND端子接入24VDC电源,采用RVV2×1.0mm?屏蔽线,与PLC电源隔离以减少干扰。
PLC通讯接口:DB9的2脚(RXD)接C200H的TXD,3脚(TXD)接C200H的RXD,5脚(GND)共地,使用RS485转RS232转换器实现电平匹配。
以太网接口:通过CAT-5e网线连接交换机,确保传输距离≤100米。若需延长,可级联光纤收发器。

四、软件配置与调试流程
1.YC8000-CXZ参数设置
IP地址配置:通过Web浏览器访问网关模块默认IP(192.168.1.178),修改为与上位机同网段(如192.168.1.150),子网掩码255.255.255.0,网关192.168.1.1。
协议映射:在"ModbusTCP配置"中,将PLC的DM区(如DM100-DM199)映射到Modbus保持寄存器(地址40100-40199),支持FC3、FC16功能码读写。
多设备连接:启用"多客户端模式",允许上位机(连接数8)和触摸屏(连接数2)同时访问,超时时间设置为2秒。
2.上位机与触摸屏配置
组态王设置:
添加"欧姆龙FINS以太网"驱动,设置目标IP为192.168.1.150,端口9600,数据区映射DM100为"灌装量设定值",DM150为"实际温度
开发实时趋势曲线,刷新率设置为200ms,报警阈值触发时弹出对话框并记录日志。
威纶通触摸屏设置:
在EBPro软件中选择"欧姆龙HostLink"协议,PLC类型设为C200H,通讯参数与模块一致(波特率9600,偶校验)。
设计参数设置界面,关联DM200(封口时间)、DM201(贴标速度)等寄存器,支持本地/远程控制切换。
3.功能测试与优化
压力数据传输测试:
通过模拟量模块输入4-20mA信号(对应0-1MPa压力),上位机显示值与实际值误差≤0.02MPa,响应时间<200ms,满足工艺要求。
多设备并发测试:
同时启动上位机数据采集、触摸屏参数修改和PLC逻辑运算,以太网流量峰值达3Mbps,未出现丢包或通讯中断。
抗干扰验证:
在变频器旁运行电吹风模拟电磁干扰,以太网通讯误码率<0.01%,而RS485链路误码率高达1.2%。
五、实施效果与价值提升
性能指标优化
通讯延迟:从1.2秒降至150ms,报警响应速度提升8倍,废品率下降60%。
数据吞吐量:以太网带宽利用率仅15%,支持未来扩展至2000个数据点,无需硬件升级。
维护效率:通过Web界面可远程诊断模块状态,故障定位时间从6小时缩短至15分钟。
生产效益提升
产能提升:灌装速度从60瓶/分钟提高至90瓶/分钟,年产能增加120万件。
改造成本:总投入约8万元,相比传统串口扩展方案节省40%,投资回收期仅6个月。
系统扩展性
新增视觉检测设备时,只需在交换机上增加网口,修改上位机配置文件,无需改动PLC程序,2小时内完成部署。

六、总结与技术价值
本案例通过YC8000-CXZ以太网模块,将老旧的欧姆龙C200HPLC无缝接入工业以太网环境,彻底解决了传统串口通讯在包装机械中的痛点。其核心价值在于:
协议桥接能力:通过ModbusTCP和FINS协议的双重支持,实现不同品牌设备的即插即用。
工业级可靠性:在-20℃至70℃宽温环境下连续运行6个月无故障,平均无故障时间(MTBF)超过5万小时。
智能化运维:支持SNMP协议接入工厂物联网平台,实现预防性维护,减少计划外停机时间30%。
该方案为存量设备智能化改造提供了可复制的技术路径,尤其适用于食品、日化等对稳定性和扩展性要求高的行业。未来可进一步集成边缘计算功能,实现本地数据预处理,减轻云端负载。
有什么技术问题请与付工留言交流
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5706浏览量
176463 -
plc
+关注
关注
5037文章
13999浏览量
475621 -
欧姆龙
+关注
关注
3文章
395浏览量
66349
发布评论请先 登录
施耐德140NWM10000PLC借助以太网模块实现包装机械多设备高效通讯案例

欧姆龙CJ1PLC借助以太网模块实现新能源汽车产业设备高效通讯案例

plc 以太网通讯模块实现:欧姆龙 CP1E PLC 在冲压车间的应用案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例?
PLC以太网通讯模块:欧姆龙 CP1H PLC在纺织机械上的应用案例

以太网模块实现包装机械多设备高效通讯案例
欧姆龙PLC CP1E以太网模块与上位机、触摸屏通讯配置案例
欧姆龙CPM1APLC以太网模块:实现上位机、触摸屏及变频器的高效通信

包装设备跨系统兼容:Profinet转Modbus TCP的热收缩包装机改造方案
PLC 以太网通讯模块助力欧姆龙PLC突破传统,迈向以太网
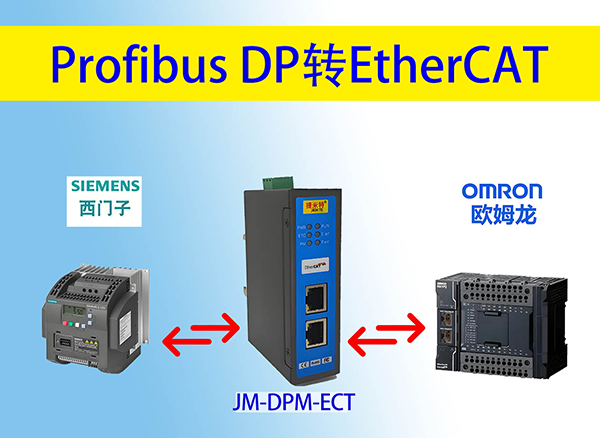
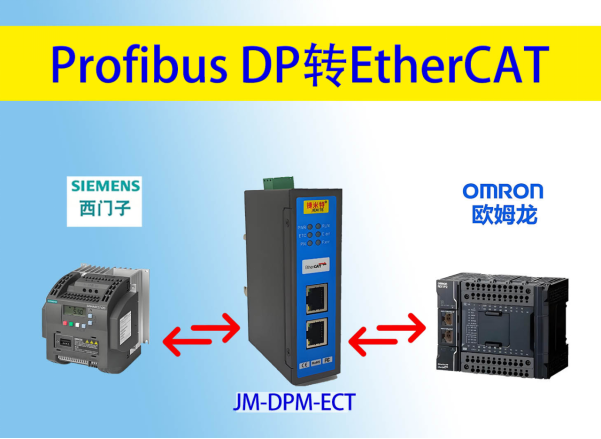
基于 Profibus DP 转 EtherCAT 网关,实现欧姆龙 PLC 与西门子变频器通讯的成功范例解读
施耐德 PLC 转以太网:案例展示与经验交流







 工商网监
工商网监
评论