 施耐德M200 PLC借助以太网模块实现上位机与触摸屏监控配置
施耐德M200 PLC借助以太网模块实现上位机与触摸屏监控配置


一、行业痛点
在铁路信号所、牵引变电所或车站监控改造项目中,设计单位往往选用经济可靠的施耐德M200系列PLC(如TM200C16R、TM200C40U等)作为现场控制核心。然而,该系列PLC本体只有RS-232/RS-485串行口,没有以太网口。面对“综合监控、远程运维、数据上云”等需求,传统串口通讯暴露出三大痛点:
1.带宽低,难以承载大量I/O与故障录波数据;
2.距离受限,无法满足站段之间光纤环网的拓扑要求;
3.上位机、触摸屏、第三方电能质量仪等多主站同时访问时,串口冲突频发,维护困难。因此,为M200 PLC增加稳定、高速的以太网接口成为项目成败的关键。
二、解决方案
经过多方比选,项目最终采用捷米特JM-ETH-SC以太网通讯处理器为M200 PLC“续接网口”。该模块具有以下特点:
?适用机型:施耐德Quantumn、Premium、M200、M218、M221、M241、M238、M251等全系列PLC;
?协议转换:内置ModbusRTU?ModbusTCP协议栈,非透传,效率高;
?多主站:最多支持6台上位机同时读写;
?双接口:一端以太网(RJ45),另一端串口(RS-232或RS-485订货时选定);
?零编程:PLC侧无需编写通讯程序,地址自动映射;
?易配置:支持Web页面、专用配置工具两种方式;
?不占用PLC编程口,调试与监控可并行进行。
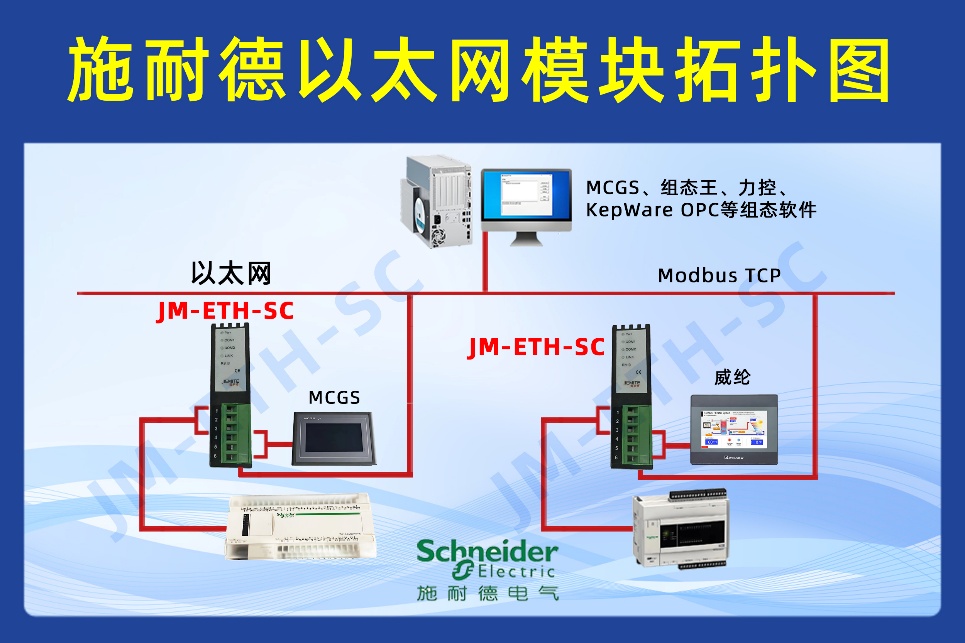
三、系统拓扑
1.现场层
?施耐德M200 PLC(型号TM200C40U)负责采集轨道电路状态、道岔位置、温湿度、烟雾等200余点I/O信号。
?JM-ETH-SC(RS-485版本)PLC以太网模块通过9针D-Sub口与PLC编程口相连,波特率设为115200bps。
2.监控层
?触摸屏:威纶通MT8071iE,通过ModbusTCP读取PLC数据,实现就地HMI。
?上位机:两台研华工控机运行组态王7.5,一台用于调度室实时监控,一台用于工程师站历史数据存储。

3.网络层
?JM-ETH-SC以太网模块的RJ45口接入车站千兆工业环网交换机,环网采用RSTP冗余协议。
?调度中心通过既有MPLSVPN专线,与12个车站形成星-环混合拓扑。
四、实施过程
1.硬件安装
a.断电后,将JM-ETH-SC施耐德以太网模块卡扣在DIN导轨上,RS-485端子对应PLC编程口(COM1)A、B、SG。
b.以太网口通过超五类屏蔽网线接入交换机,指示灯LINK常亮、ACT闪烁表示物理连接正常。
2.参数配置
a.在浏览器输入模块默认IP192.168.1.254,进入Web配置界面;
b.设置模块IP为192.168.100.20/24,网关指向车站三层交换机;
c.在“串口参数”页选择ModbusRTU,从站地址1,波特率115200,8E1;
d.在“Modbus映射”页确认:
?Q区→线圈00001起
?I区→离散输入10001起
?MW区→输入寄存器30001起
?VW区→保持寄存器40001起;
e.保存并重启模块。
3.PLC侧设置
?在SoMachineBasic中,只需在“通讯”选项里启用ModbusRTUSlave,地址1,其他参数与模块一致。
?变量表直接使用%M、%MW等内部地址,无需额外通讯程序。
4.触摸屏配置
?在EasyBuilderPro中添加ModbusTCP驱动,IP填192.168.100.20,端口502;
?读取道岔状态:40001.0(对应VW0),写入风机启停:00010(对应Q0.7)。
5.上位机组态
?组态王设备向导中选择“ModbusTCP”,填入IP与端口;
?通过批量导入标签,将300余个I/O点一次性映射完成;
?启用“断线缓存”功能,网络中断时PLC数据先写入本地SQLite,恢复后自动补传。
五、运行效果
1.通讯速率:以太网端实测吞吐8.7MB/s,比原115200bps串口快700倍,刷新2000点变量仅需200ms。
2.多主站:调度室、工程师站、触摸屏三台设备同时在线,连续72h压力测试无丢包。
3.易维护:模块支持Web远程升级,现场人员无需拆机即可更新固件;PLC程序在线修改时,监控画面不中断。
4.扩展性:后续若接入电能质量仪、烟感主机,只需在环网内新增节点,无需改动PLC程序。

六、总结
通过捷米特JM-ETH-SC施耐德以太网通讯模块,施耐德M200 PLC在不增加任何编程工作量的前提下,实现了以太网高速通讯、多主站并发访问和远程维护功能,彻底解决了铁路监控系统“无网口、难扩展、难运维”的痛点。该方案已在本线12个车站批量复制,运行稳定可靠,为后续智慧车站、能源管理等信息化项目奠定了坚实的网络基础。
(具体内容配置过程及其他相关咨询可联系杨工。)
审核编辑 黄宇
-
plc
+关注
关注
5037文章
13999浏览量
475563 -
触摸屏
+关注
关注
42文章
2400浏览量
118756 -
以太网模块
+关注
关注
0文章
44浏览量
8658
发布评论请先 登录
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

施耐德140NWM10000PLC借助以太网模块实现包装机械多设备高效通讯案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

施耐德140N PLC以太网集成:上位机+HMI+包装设备高效同步通讯
三菱A2NCPU PLC借助MC转以太网模块同时与上位机和触摸屏高效通讯案例

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例?
欧姆龙PLC CP1E以太网模块与上位机、触摸屏通讯配置案例

欧姆龙CPM1APLC以太网模块:实现上位机、触摸屏及变频器的高效通信

三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信

松下PLC FP2SH以太网模块与上位机、触摸屏通讯配置案例

西门子 S7-200 SMART PLC 借助以太网模块与上位机、触摸屏通讯案例

西门子S7-200PLC借助于以太网模块与STEP7上位机通讯应用配置案例

MCGS触摸屏与西门子S7系列PLC以太网通信

施耐德 PLC 转以太网:案例展示与经验交流






 工商网监
工商网监
评论