 三坐标误差补偿技术:陶瓷横梁如何让三坐标少修正,更精准?
三坐标误差补偿技术:陶瓷横梁如何让三坐标少修正,更精准?

高端制造业对微米级精度的测量需求,使得测量设备的“精度真实性”远比“精度数值”更重要。而传统三坐标测量机长期被“补偿思维”主导,主要依赖21项系统误差的软件补偿,其中角度误差由于X/Y/Z三轴的角度偏差无法通过机械结构完全消除,始终干扰最终结果:
传统三坐标的精度本质是机械精度+补偿算法,当设备本身的角度误差(如X轴与Y轴的垂直度偏差)超过2角秒,测量软件每增加一份补偿,就会放大一份非物理真实的修正量。比如测量一个标准正方体的边长,若设备角度误差达5角秒,软件补偿后可能出现“相邻边测量值精准,但对角线偏差超差”的矛盾结果——因为补偿本身已经偏离了零件的实际几何状态。
更关键的是,传统设备的花岗岩或铝合金材料横梁的弹性模量仅约70GPa,在滑架压力下易产生微小形变,导致直线度、平面度误差累积;当角度误差超过3角秒,测量软件的补偿最终会使探测误差(MPEP)难以稳定在1.5微米以内,这对要求微米级公差零件而言,是不可靠的。
三坐标陶瓷横梁与Z轴的硬核优势
陶瓷三坐标测量机,99%高纯氧化铝陶瓷横梁与Z轴从源头减差。陶瓷材料的“超高刚性+超低变形”特性,可将机械结构误差压缩到软件可修正的范围内。
1、400GPa刚性,减少结构误差源头
陶瓷的弹性模量达300-400GPa,具有近乎零变形的稳定性。当滑架以高速在横梁上移动时,陶瓷横梁的形变可控制在纳米级,从根本上消除结构受力变形导致的误差源头。
2、2角秒角稳误差,十倍精度重构补偿逻辑
Mizar Gold将陶瓷横梁与Z轴的平面精度严格控制在2微米以内,角度误差锁定在2角秒(约0.00056°)以下。这种级别的精度意味着当测量一个1米长的零件时,2角秒的角度误差转化为线性偏差仅约0.5微米,远低于传统设备5-10微米的偏差值。这样微小的原始误差,软件补偿只需要轻微调整,避免了过度补偿。
3、15+项系统误差消除,让测量真实
Mizar Gold通过陶瓷材料的结构优化,直接减少了15项以上的主要误差源头,补偿量降幅超60%。这使得探测误差(MPEP)低至1.0微米,扫描探测误差(MPETHP)从2.0/40起,测量结果更贴近零件的实际几何状态。在航空发动机叶片的叶型扫描中,这种真实性让型面轮廓度的测量偏差比传统设备降低40%以上。
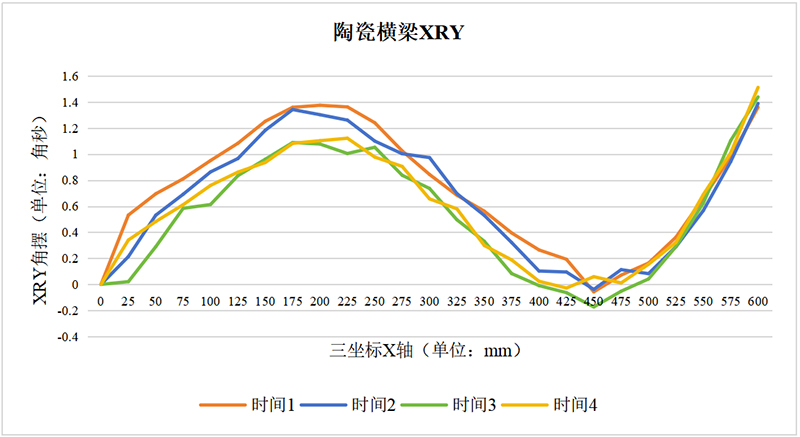
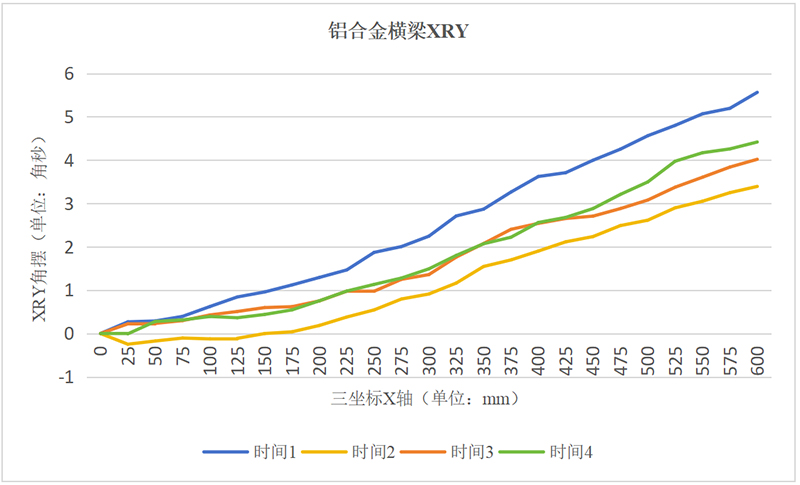
三坐标测量机采用陶瓷,能使导轨保持长时间的稳定
如图所示,同一台机器,不同的横梁材料,长时间检测横梁XRY的角摆,陶瓷横梁的角摆稳定在0.5角秒以内波动,而铝合金,XRY角摆的波动量在2角秒。
当测量精度进入微米甚至亚微米时代,依赖补偿与减少误差的本质区别,正在于是否尊重物理规律。Mizar Gold陶瓷材料不追求用算法掩盖缺陷,而是用材料创新消除缺陷。
-
三坐标机
+关注
关注
0文章
181浏览量
9136 -
三坐标测量机
+关注
关注
0文章
249浏览量
9292 -
测量设备
+关注
关注
0文章
127浏览量
9918 -
三坐标测量
+关注
关注
0文章
204浏览量
6366
发布评论请先 登录

三坐标测量机测量优点

蔡司三坐标-龙门机MMZ M三坐标测量仪
蔡司三坐标技术参数

蔡司三坐标硬件的6大优势
CMM三坐标测量机的优势


桥式三坐标测量机和影像测量三坐标介绍

蔡司三坐标SPECTRUM与CAPTUM三坐标介绍
蔡司三坐标厂家带你探索精准测量的奥秘

Mizar Gold高精度移动桥式三坐标测量机发布

三坐标如何构建驱动生产优化的质量闭环?






 工商网监
工商网监
评论