 一文详解晶圆加工的基本流程
一文详解晶圆加工的基本流程

文章来源:学习那些事
原文作者:前路漫漫
本文介绍了从晶棒到晶圆的加工全流程。
晶棒需要经过一系列加工,才能形成符合半导体制造要求的硅衬底,即晶圆。加工的基本流程为:滚磨、切断、切片、硅片退火、倒角、研磨、抛光,以及清洗与包装等。
滚磨
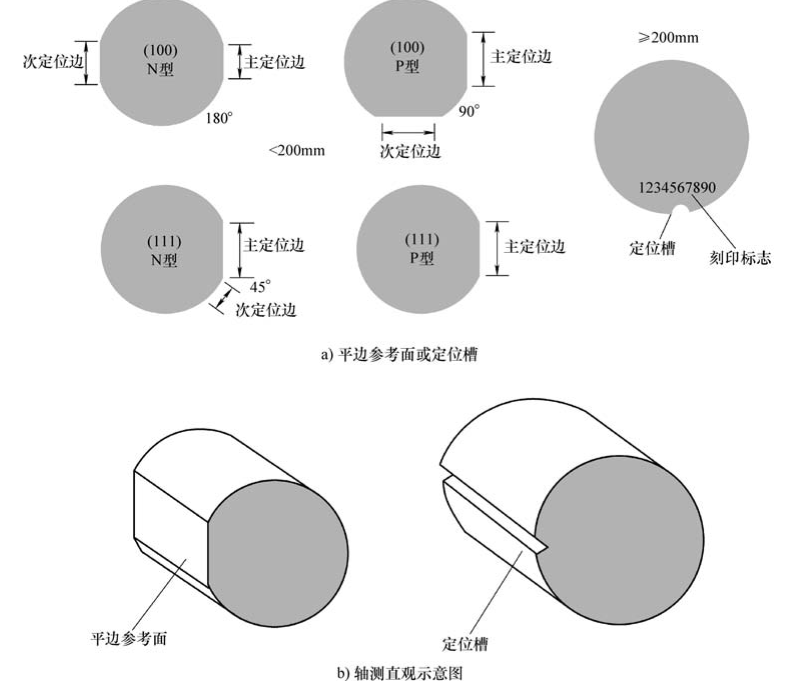
滚磨工艺是利用金刚石磨轮对硅单晶棒的外径进行磨削,使其达到目标直径,并加工出平边参考面或定位槽的加工过程。单晶炉制备的单晶棒外径表面粗糙不平,且直径大于最终应用的硅片直径,通过外径滚磨可获得符合要求的棒料直径。
滚磨机具备磨削硅单晶棒平边参考面或定位槽的功能,即对磨削至目标直径的单晶棒进行定向测试后,在同一设备上加工出平边参考面或定位槽。通常,直径 200mm 以下的单晶棒采用平边参考面,直径 200mm 及以上的则采用定位槽,不过直径 200mm 的单晶棒也可根据需求制作平边参考面。单晶棒定向参考面的作用包括:满足集成电路制造中工艺设备自动化定位操作需求;标识硅片的晶向和导电类型等信息,便于生产管理;主定位边或定位槽垂直于 <110> 方向,在芯片封装的划片工艺中可使晶片自然解理,同时定位功能可防止碎片产生。
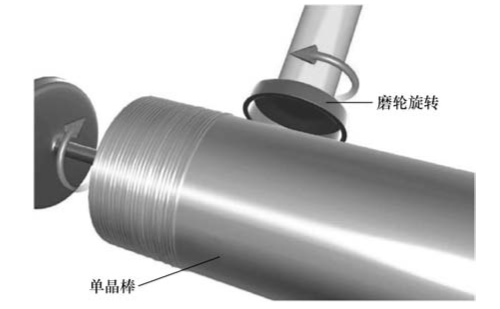
滚磨机的工作原理为:将单晶棒夹持在工作台两端的顶尖之间,顶尖旋转带动单晶棒转动,磨头上的金刚石磨轮(一般为杯形砂轮或圆柱砂轮)高速旋转并相对单晶棒外径横向进给,单晶棒或磨轮做纵向往返运动完成磨削。
滚磨机的晶向定向装置多为集成的 X 射线定向装置,其工作方式如下:定向装置对单晶棒外圆柱面进行测试,单晶棒分度旋转,找到所需晶向参考面后停止旋转;磨轮横向进给一定磨削量,随后单晶棒或磨轮做纵向往返运动,沿单晶棒晶轴方向在圆柱面上加工出所需参考面。对于直径 150mm 以下的单晶棒,磨削平边参考面可使用滚磨外圆的砂轮;对于直径 200mm 以上的单晶棒,磨削定位槽则需使用设备上的另一种成型砂轮(通常为 “V” 形砂轮),沿晶轴方向在外圆圆柱面上磨削出定位槽。
滚磨机分为砂轮纵向移动型和工作台纵向移动型两种。随着硅单晶棒直径增大、长度加长,以及晶向定向装置和定位槽磨削辅助砂轮的集成需求,目前主流滚磨机采用工作台纵向移动方式。
切断
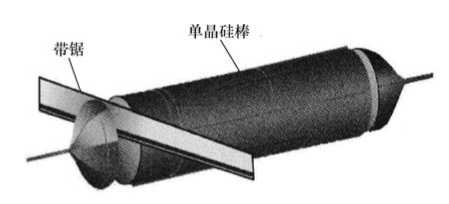
晶锭切断是指根据不同目的和需求,按特定角度或方向对硅单晶锭进行切割或截断的过程。其主要目的包括:切除整根单晶硅棒的头部(含籽晶和放肩部分)、尾部及直径不符合规格的部分;将单晶硅切成特定长度的晶棒,以便切片机进行切片;切取样片用于检测电阻率、氧和碳含量、晶体缺陷等质量参数。
早期加工直径 150mm 及以下的单晶硅时,晶锭切断多采用外圆切割与内圆切割技术。随着 IC 工艺技术发展,单晶硅直径不断增大,受刀片直径和机械强度限制,外圆切割与内圆切割逐渐被带锯切割技术替代。在直径 200mm 和 300mm 的单晶硅及抛光片生产中,先进的带锯切割技术及相应设备已被广泛应用于晶锭切断。
切片
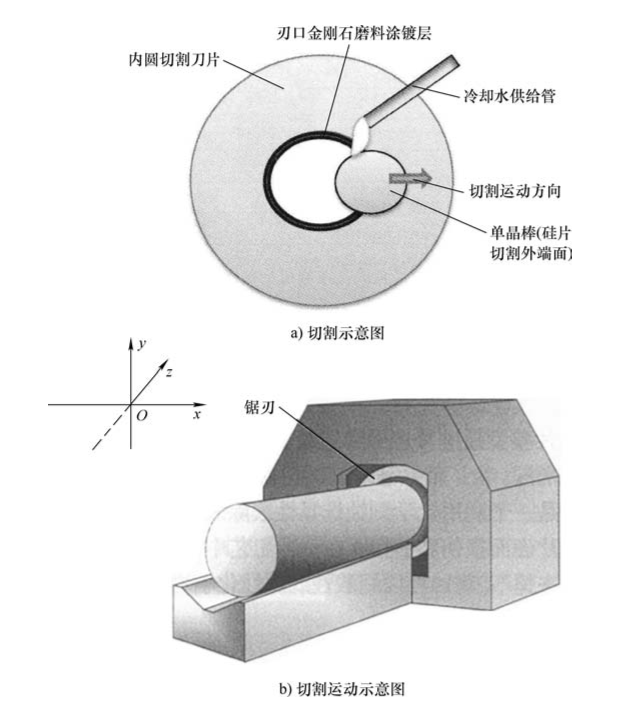
硅片切片是将硅单晶棒切成具有精确几何尺寸和目标厚度的薄硅片的加工工艺。20 世纪 90 年代前的切片机采用内圆刀具对硅单晶棒进行单片切割,称为内圆切片机。其工作原理为:内圆切割刀片是厚度仅 0.12~0.15mm 的不锈钢圆环,内环涂覆镀金刚石的磨料,以固结磨料形式形成内圆刃口;刀片外端通过切片机上下刀盘夹持张紧,形成具有一定刚度的刀片,随刀盘高速旋转。单晶棒料黏结在装夹头上并安装于送料装置,送料装置按预定厚度相对刀片分度运动一个切割距离(z 向进给)后,内圆切割刀片相对单晶棒料向下端方向(y 向)运动完成切割,切割后刀片退回初始位置。
内圆切割刀具的刃口采用金刚石磨料涂镀层,厚度为 0.29~0.35mm,在切割硅片时,切口处的材料损耗量较高。同时,随着硅片直径增大,内圆切割后的硅片在厚度偏差、弯曲度、翘曲度及表面损伤层等方面的变化更为显著,这无疑增加了硅片后续加工的难度与成本。20 世纪 90 年代后问世的多线切割机,现已成为硅片切割的主流设备。
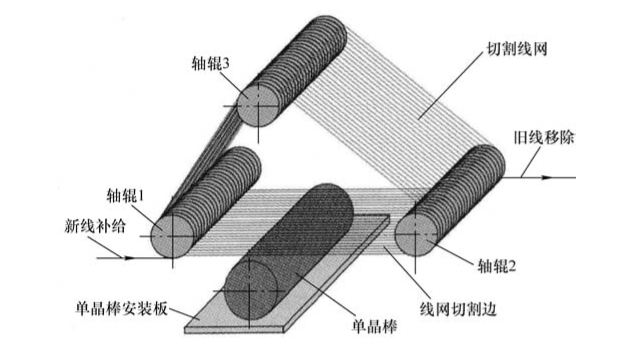
多线切割机中,最早投入应用的是基于游离磨料加工原理的游离磨料多线切割机,其工作原理如下:所用切割钢线(直径约 0.12mm)按固定间距均匀缠绕在轴辊(主轴辊数量为 2~4 个)上,形成切割线网框。网框的切割边呈水平状态,随轴辊高速旋转做缠绕运动;单晶棒沿长度方向水平黏结在进给装置上,相对网框切割边做低速进给运动。高速运动的钢线与单晶棒料产生摩擦,同时 SiC 等磨料砂浆被浇注到摩擦区域,钢线裹挟着 SiC 磨料对材料进行细微切割,直至形成一组预设厚度的硅片。
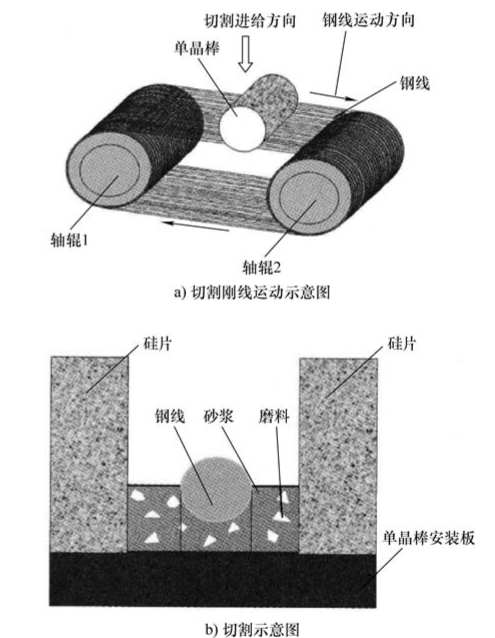
由于游离磨料多线切割机使用 SiC 磨料砂浆,工作环境较为恶劣,因此钢线切割区需封闭处理。21 世纪初,出现了镀覆金刚石磨料的钢线,用其替代普通钢线进行切割的设备称为固结磨料多线切割机(或金刚石多线切割机),使技术回归到固结磨料应用时代。在金刚石多线切割工艺中,以去离子水为主要成分的冷却液对切割区域进行冷却,大幅改善了工作环境。此类设备具有工作环境好、污染小、加工效率高等优势,成为硅片切割设备的主要发展方向。
硅片退火
在多晶硅和直拉单晶硅的制造过程中,单晶硅中会含有氧元素。在特定温度下,单晶硅中的氧会释放电子,转化为氧施主,这些电子会与硅片中的杂质结合,进而影响硅片的电阻率。退火炉是在氢气或氩气氛围中,将炉内温度升至 1000~1200℃,经保温、降温过程,使抛光硅片表层的氧挥发脱除,促使氧沉淀分层,溶解表层微缺陷,减少表层附近杂质与缺陷,最终在硅片表层形成相对洁净区域的工艺设备。因炉管工作温度较高,退火炉也被称为高温炉;行业内通常将硅片退火工艺称为吸杂。
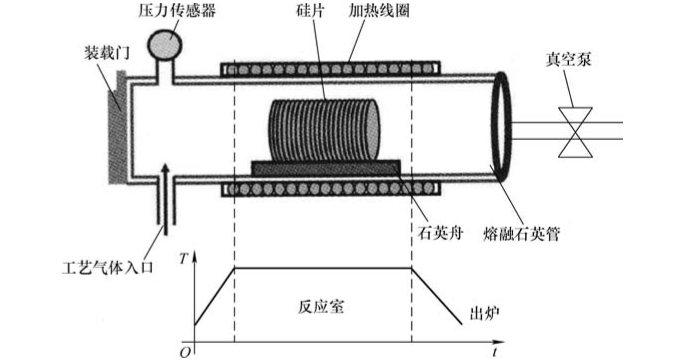
水平式退火炉的工作原理为:反应室是由熔融石英管、石英舟及温度 / 气压控制系统构成的密封区域,可通入氢气或氩气,通过加热器(一般为高频感应加热或卤素灯管加热)使反应室内达到所需温度与压力。硅片在反应室内经过一定时间的保温,完成退火处理。
硅片退火炉主要分为水平式、立式及快速退火炉三种类型。水平式与立式退火炉的核心区别在于反应室的布局方向:水平式退火炉的反应室呈水平结构,可同时装入一批硅片进行退火,通常退火时间为 20~30 分钟,但反应室需较长加热时间才能达到工艺所需温度。其中,水平式退火炉反应室中熔融石英管长度方向的温度控制是设备研发的关键技术点之一。
立式退火炉同样采用批量处理方式,将多片硅片同时放入反应室进行退火。其反应室呈垂直排布,硅片以水平状态放置在石英舟内,且石英舟可在反应室内整体旋转,这一设计使反应室温度分布更为均匀,硅片受热一致性更佳,具备优异的退火均匀性,但立式退火炉的工艺成本高于水平式退火炉。快速退火炉则利用卤钨灯直接加热硅片,可实现 1~250℃/s 的大范围快速升降温,速率远高于传统退火炉,仅需数秒就能将反应室温度升至 1100℃以上。
倒角
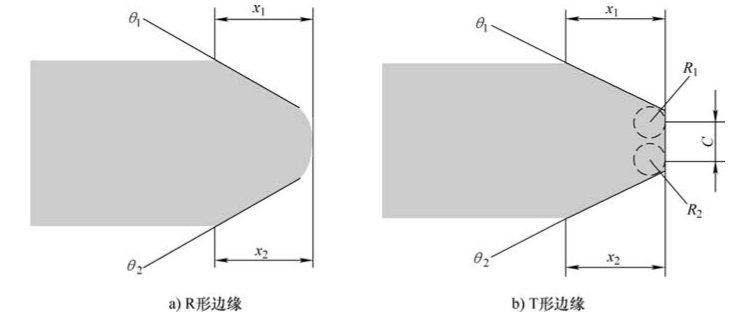
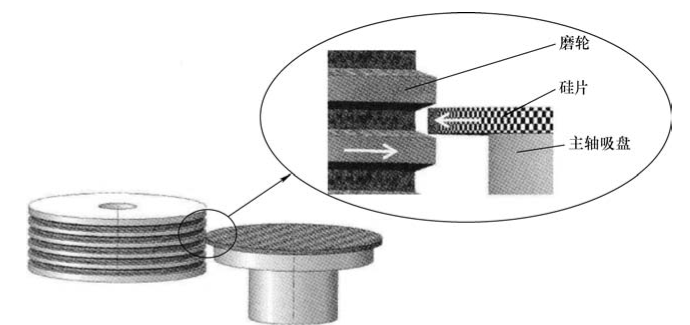
倒角加工是指磨削掉晶圆边缘的锐利棱角,其主要目的包括:防止晶圆边缘碎裂、避免热应力导致的损伤、提升外延层及光刻胶在晶圆边缘的平坦度。倒角机是采用成型磨轮,将切割后的薄硅片边缘加工成特定 R 形或 T 形轮廓,以防止硅片在后续加工中边缘破损的工艺设备。
倒角机的工作原理如下:硅片通过真空吸附固定在主轴吸盘上,与主轴旋转中心对准并高速转动;磨轮主轴端部安装成型倒角轮,硅片在 z 向电机驱动下与磨轮设定槽中心对准;磨轮随主轴高速旋转并横向接触硅片边缘,x、y 向电机做插补驱动,使磨轮按硅片边缘及参考面轮廓横向进给至设定距离后停止,再反向退出,完成硅片边缘的成型倒角。倒角磨削过程分为粗磨和精磨两个阶段。
研磨
研磨是通过机械研磨手段,去除硅片表面因切割产生的锯痕,减小表面损伤层深度,从而有效改善硅片平坦度与表面粗糙度的加工工艺。在硅片制造领域,普遍采用双面研磨的加工方式。以直径 200mm 及以下的硅片为例,其双面研磨机结构具有特定设计。
双面研磨时,待加工硅片被置于行星片的定位孔中,行星片位于上下磨盘之间,在中心齿轮驱动下同时围绕磨盘中心公转和自身自转,带动硅片随磨盘做行星式运动。同时,向加工区域通入研磨浆料并对硅片施加压力,借助上下磨盘的压力与研磨浆料的摩擦作用,实现硅片双面的研磨加工。
研磨盘通常采用铸铁材质,盘面设有垂直交错的沟槽,槽宽 1~2mm、深约 10mm,便于研磨浆料均匀分布及碎屑排出。研磨浆料主要由磨砂(粒径 5~10μm 的氧化铝、氧化锆微粉等)和液体(水、表面活性剂)组成。磨砂的硬度、粒径及均匀性,液体对磨砂的悬浮性、分散性,以及液体的润滑性和对设备的防锈能力,是衡量研磨浆料性能的重要指标。硅片双面研磨的总去除厚度为 60~80μm,表面损伤层深度约为磨砂粒径的 1.5 倍。
硅片研磨质量对后续抛光工艺的质量与整体效率有着直接影响,因此双面研磨工艺通常采用粗研与精研相结合的方式提升研磨质量。粗研阶段可选用颗粒尺寸较大的研磨浆料(磨料粒度约 15μm),配合较大的研磨压力和较高的研磨转速(通过调节上研磨盘、下研磨盘、内齿圈及中心轮的转速实现),此时研磨去除率较高,加工后硅片表面粗糙度 Ra 可控制在 0.63μm 以下。精研阶段则采用颗粒尺寸较小的研磨浆料(磨料粒度 3~5μm),搭配较低的研磨压力和较慢的研磨转速,研磨去除率较低,最终硅片表面粗糙度 Ra 能达到 0.16μm 以下。
抛光
抛光是通过化学与机械协同作用对硅片表面进行加工的工艺,旨在去除表面残留的微缺陷与损伤层,获得具有极高几何精度和极低表面粗糙度的 “镜面” 硅片,这类硅片被称为硅抛光片。硅片抛光包含表面抛光与边缘抛光:边缘抛光的目的是降低加工过程中因碰撞导致碎片的概率,并减少颗粒附着。
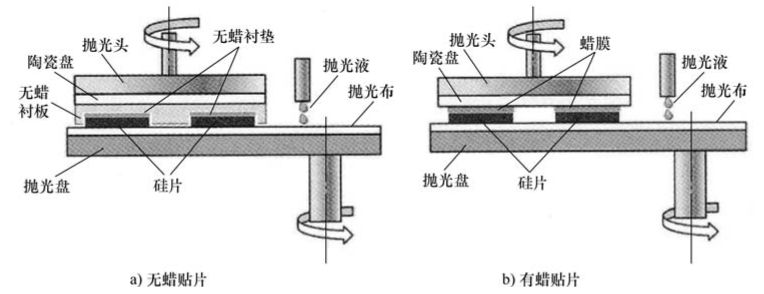
硅片抛光是一个化学与机械共同作用的过程。表面抛光前,需先通过液体黏附(有蜡贴片)或衬板与软性衬垫真空吸附(无蜡贴片)的方式,将硅片固定在载体盘(陶瓷盘)上。抛光时,硅片被加压于旋转的抛光布上,同时通入抛光液。过程中,抛光液中的碱性成分与硅片表面发生化学反应,生成可溶性硅酸盐;这些反应产物通过抛光液中 SiO?胶粒(粒径 50~70nm)的负电荷吸附作用,以及与抛光布的机械摩擦作用被去除。化学腐蚀与机械摩擦交替循环,实现对硅片表面的连续化学机械抛光。
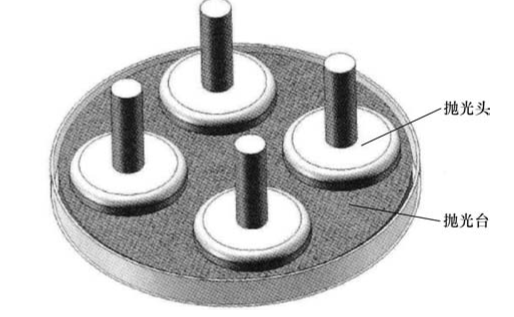
实际应用中,硅片抛光机分为多片单面抛光机和多片双面抛光机两类。硅片制造商根据下游需求,将直径小于 200mm 的硅片分为单面抛光片和双面抛光片:由于化学机械抛光效率较低且成本较高,直径小于 200mm 的单面抛光片通常在研磨片基础上仅对一个表面进行抛光,加工时采用多片单面抛光机,通过一个抛光台上的多个抛光头(承载器)同时作业,以提升效率、降低成本。
直径 200mm 的双面抛光片是市场需求较大的品类,一般采用多片双面抛光机加工。这类设备在双面研磨机基础上,于上下抛光盘加装抛光垫,并增加抛光液供给与回收装置,可同时对多片硅片进行抛光;通过更换行星载具规格,还能适配 100~200mm 硅片的抛光需求。
为达到所需的抛光精度,硅片需经过两步(粗抛光 - 精抛光)、三步(粗抛光 - 中抛光 - 精抛光)或四步(粗抛光 - 中抛光 - 精抛光 - 最终抛光)的分步抛光工艺,每步工艺的条件各不相同,其作用与去除厚度可参考相关参数表。影响抛光效果的工艺参数包括抛光压力、抛光液的组分、粒度浓度及 pH 值、抛光布的材质、结构与硬度,以及抛光温度和去除厚度等。
清洗与包装
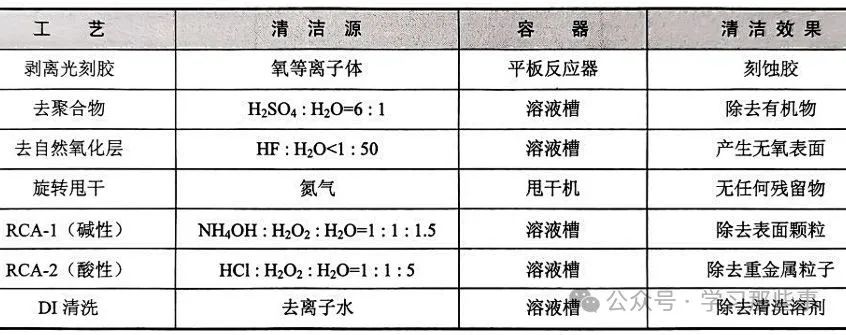
器件制造工艺对硅片表面洁净度有严格要求,而硅片在加工过程中,表面会残留有机物、金属离子、微粒等污染物,硅片清洗的目的就是去除这些污染物,以获得符合要求的洁净表面。硅片表面的污染物主要分为三类:一是有机类污染物,主要来源于承载硅片的支架、环境中的有机蒸气及加工过程中使用的化学试剂;二是金属离子污染物,这类污染物要么吸附在硅片表面的氧化层上,要么通过与硅片表面的电荷交换(类似 “电镀” 作用)直接键合在硅表面;三是颗粒污染物,主要产生于硅片加工环节及所用化学试剂中。
硅片加工过程包含多个清洗步骤,其中抛光后的清洗最为关键,直接决定硅片表面的最终洁净度。硅抛光片的最终清洗通常采用多槽浸泡式化学清洗,即 RCA 清洗法,典型工艺参数可参考相关标准。
1.SC-1 溶液(1 号液)主要用于去除颗粒和有机污染物,同时可清除部分金属杂质。其作用原理是:硅片表面先经 H?O?氧化形成氧化膜,随即被 NH?OH 腐蚀,氧化与腐蚀过程循环进行,附着在硅片表面的颗粒会随氧化膜的持续腐蚀而脱离,进入清洗液中;有机污染物在 H?O?的强氧化作用和 NH?OH 的溶解作用下,转化为水溶性化合物进入清洗液,经去离子水冲洗后被去除。此外,SC-1 溶液的强氧化性可将 Cr、Cu、Zn、Ag、Ni、Fe、Ca、Mg 等金属氧化为高价离子,这些离子再与碱反应生成可溶性络合物,经去离子水冲洗去除。清洗时配合使用超声波(可去除粒径不小于 0.4μm 的颗粒)或兆声波(可去除粒径不大于 0.2μm 的颗粒),能进一步提升颗粒去除效果。
2.SC-2 溶液(2 号液)是由 H?O?和 HCl 组成的酸性溶液,具有强氧化性和络合性,可去除碱金属离子、Cu、Au 等残留金属,以及 Al (OH)?、Fe (OH)?、Mg (OH)?、Zn (OH)?等氢氧化物中的金属离子。经 SC-2 溶液清洗后,硅片表面的 Si 原子多以 Si-O 键结合,形成自然氧化层,使表面呈现亲水性。
早期硅片的脱水干燥多采用离心甩干技术,近年来在异丙醇(IPA)脱水干燥技术的基础上,开发出多种基于马兰戈尼效应的脱水干燥技术,已广泛应用于大直径硅片的最终清洗。
为保证硅片表面质量、防止二次污染、便于储存和运输,清洗后的硅片需进行包装。硅抛光片的包装操作通常在 10 级乃至 1 级洁净室中进行,具体步骤如下:首先将硅抛光片放入匹配尺寸的包装盒内;接着将包装盒装入对应规格的塑料薄膜内层包装袋,采用真空或充高纯氮气的方式密封袋口;最后将内层包装袋放入具备防潮、防静电功能的金属 - 塑料复合膜外层包装袋,真空密封后即可送入成品仓库保存。
-
半导体
+关注
关注
335文章
29138浏览量
241941 -
晶圆
+关注
关注
53文章
5210浏览量
130279 -
工艺
+关注
关注
4文章
691浏览量
29592
原文标题:晶圆加工概述
文章出处:【微信号:bdtdsj,微信公众号:中科院半导体所】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录

详解晶圆的划片工艺流程

晶片是用来干嘛的?图解晶圆代工流程!

降低晶圆 TTV 的磨片加工方法





 工商网监
工商网监
评论