 三菱Q03UDEPLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例
三菱Q03UDEPLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例

一、行业背景与痛点分析
在环保设备远程运维领域,随着污水处理、垃圾焚烧等设施的规模化建设,设备分布广、运维难度大的问题日益凸显。以某大型污水处理厂为例,其分布在不同区域的数十台曝气风机、水质监测仪等设备,传统上依赖RS485串口进行数据交互,存在以下核心痛点:
通讯距离限制:串口通讯最远仅支持1200米,超出范围需增设中继器,导致布线成本高且故障率上升。
多设备协同瓶颈:多台设备同时通讯时易出现总线冲突,某案例中因通讯阻塞导致水质超标报警延迟达15分钟,影响应急响应效率。
远程运维缺失:现场工程师需携带编程设备逐台调试,单次故障处理平均耗时4小时,人力成本高昂且无法实现实时监控。
协议兼容性差:不同品牌设备采用ModbusRTU、自定义协议等多种通讯标准,系统集成时需额外开发转换程序,开发周期长达2-3个月。
二、解决方案设计
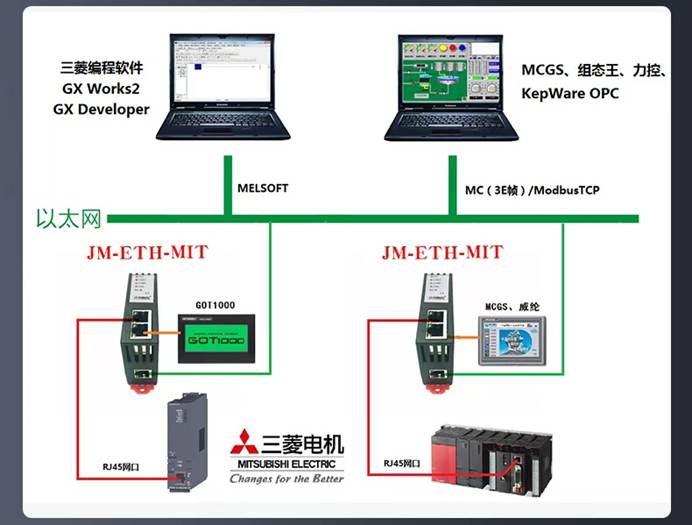
针对上述问题,项目团队采用捷米特JM-ETH-MIT以太网模块构建新型通讯架构。该模块作为串口转以太网的核心枢纽,可将三菱Q03UDEPLC的RS422串口信号转换为标准以太网协议,同时连接上位机监控系统与威纶通触摸屏,实现“一网多联”的高效通讯模式。其核心技术特点包括:
协议透明转换:支持ModbusRTU/ASCII与ModbusTCP协议双向转换,自动映射PLC寄存器地址,无需额外编程。
多设备并发支持:内置8端口工业交换机,可同时连接4台上位机与2台触摸屏,通讯延迟低于10ms。
远程配置功能:通过Web界面可远程调整波特率、奇偶校验等串口参数,减少现场维护频次。
三、实施过程详解
硬件连接与网络规划
PLC与模块连接:将JM-ETH-MIT的RS422接口通过专用电缆与Q03UDE的COM1端口直连,以太网模块供电采用PLC的24VDC输出,确保信号稳定。
网络拓扑设计:采用星型架构,以太网转换器的LAN1口连接工业交换机(支持IEEE802.3afPoE供电),LAN2口通过光纤收发器连接5公里外的中控室服务器,触摸屏通过Wi-Fi接入本地无线网络。
IP地址分配:以太网模块设置为固定IP192.168.1.100/24,上位机网段为192.168.2.0/24,通过NAT地址转换实现跨网段通讯。
软件配置与协议映射
PLC程序开发:在GXWorks3中编写通讯初始化程序,设置串口参数为9600bps、8位数据位、1位停止位、无校验。通过特殊寄存器D8120动态调整通讯超时时间(默认500ms)。
模块参数设置:通过浏览器访问以太网转换器Web界面,在“协议映射”菜单中配置ModbusRTU从站地址为1-16,对应PLC的D1000-D1999数据区。同时启用ModbusTCP服务器功能,开放502端口供上位机访问。
上位机系统集成:在组态王软件中添加ModbusTCP驱动,配置设备IP为模块LAN1口地址,寄存器映射表与PLC程序完全一致。通过脚本实现数据实时刷新与历史曲线绘制,支持报警阈值动态设置。
触摸屏优化:在威纶通EBPro软件中创建通讯工程,选择“以太网+ModbusTCP”连接方式,直接读取以太网桥接器映射的PLC数据,实现本地参数设置与设备状态显示。
抗干扰与冗余设计
物理层防护:采用双层屏蔽网线连接模块与交换机,两端接地电阻控制在4Ω以内,有效抑制电磁干扰。
链路冗余:配置双网卡服务器,分别连接以太网转换器的LAN1和LAN2端口,通过WindowsServer的NICTeaming功能实现链路自动切换,故障恢复时间<200ms。
数据校验机制:在PLC程序中嵌入CRC16校验算法,对关键数据(如流量、pH值)进行实时校验,错误数据自动重传。
四、应用效果评估
运维效率提升
远程诊断覆盖率从30%提升至95%,故障平均修复时间(MTTR)从4小时缩短至30分钟,年节省运维成本约45万元。
上位机可同时监控32台设备的实时数据,历史数据存储周期从7天延长至1年,为工艺优化提供大数据支撑。
通讯性能优化
通讯速率从串口的9600bps提升至以太网的100Mbps,数据更新频率从1次/秒提高至20次/秒,水质监测数据的实时性显著增强。
多设备并发通讯时总线冲突率从15%降至0.3%,某曝气风机变频参数调整的响应时间从800ms缩短至50ms,有效避免了因指令延迟导致的能耗波动。
系统扩展性增强
新增设备仅需在模块Web界面添加Modbus从站地址,无需修改PLC程序,某扩建项目中5台新设备的接入仅耗时2小时。
支持与阿里云IoT平台对接,实现移动端远程控制与故障预警,运维人员可通过手机APP实时查看设备状态并下发指令。

五、总结与展望
本案例通过JM-ETH-MIT以太网模块的深度应用,成功解决了环保设备远程运维中的通讯瓶颈。其核心价值体现在:
技术创新:实现了串口设备的无缝以太网化升级,突破传统通讯架构的物理限制。
成本优化:相比传统方案,布线成本降低60%,系统集成周期缩短50%,投资回收期仅1.2年。
行业示范:为污水处理、垃圾焚烧等领域的设备智能化改造提供了可复制的技术路径。
未来,随着5G和边缘计算技术的融合,该方案可进一步扩展至设备预测性维护、工艺AI优化等场景,推动环保行业向“无人化运维”迈进。通过持续的技术迭代,工业通讯设备正成为环保产业数字化转型的关键引擎。
有什么技术问题请与付工留言交流
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5711浏览量
176519 -
变频器
+关注
关注
253文章
6905浏览量
150437
发布评论请先 登录
西门子S7-300PLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例

PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

三菱Q01PLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例

台达DVP-EX2系列PLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱A2NCPU PLC借助MC转以太网模块同时与上位机和触摸屏高效通讯案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

三菱A1SJ PLC:以太网模块助力上位机与触摸屏协同通讯案例
欧姆龙CPM1APLC以太网模块:实现上位机、触摸屏及变频器的高效通信

三菱A系列PLC借助以太网模块与上位机和触摸屏协同通信

以太网模块助力三菱 Q04UDEH PLC 对接上位机、触摸屏

案例解说PLC、触摸屏及变频器综合应用
三菱PLC与变频器通讯案例
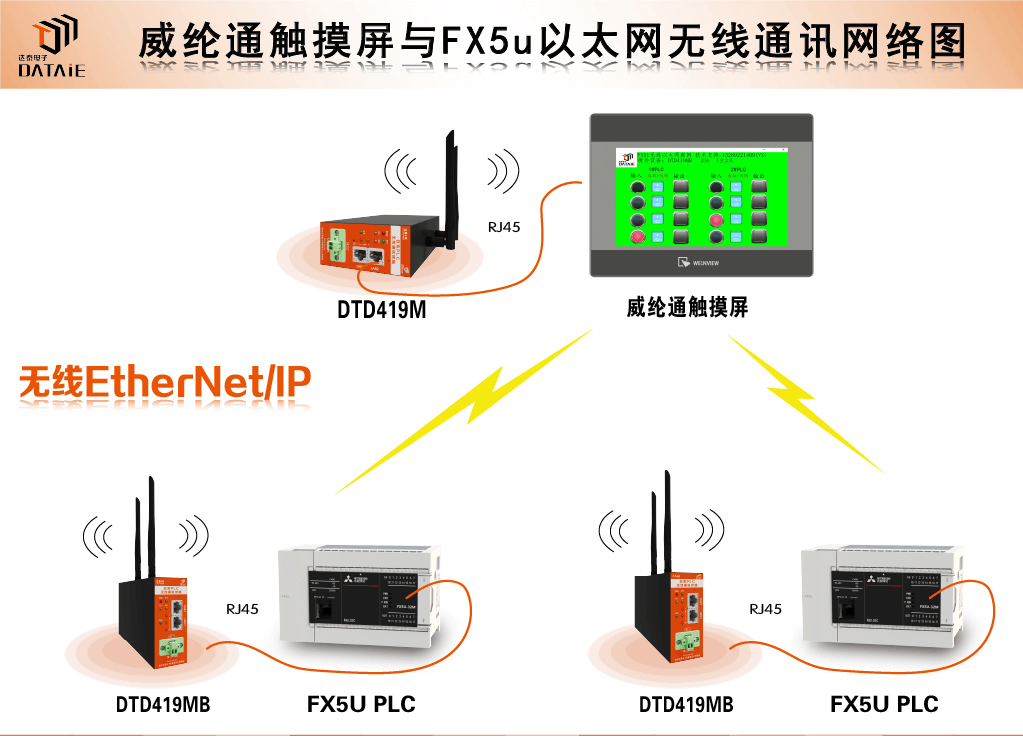
威纶通触摸屏与三菱FX5u之间 EtherNet/IP无线以太网通信方案





 工商网监
工商网监
评论