 以太网模块帮助欧姆龙CS1PLC同时与上位机和触摸屏、变频器高效通讯案例
以太网模块帮助欧姆龙CS1PLC同时与上位机和触摸屏、变频器高效通讯案例


一、项目背景与痛点分析
在某医疗设备企业开发的动脉硬化检测仪中,核心控制系统采用欧姆龙CS1 PLC,负责设备的压力传感、数据采集与运动控制。设备需同时连接上位机监控系统(用于数据存储与分析)和触摸屏(用于现场操作与参数设置)。传统方案采用串口(RS-232)实现三方通讯,但面临以下挑战:
通讯效率瓶颈
串口速率仅115.2kbps,且上位机与触摸屏需分时占用PLC通讯口。当设备实时采集动脉波形数据(每秒需传输约200个数据点)时,数据延迟高达300ms以上,导致上位机监控画面卡顿,触摸屏操作响应滞后。
布线复杂度与维护难题
串口通讯需独立布线,上位机与触摸屏分别通过DB9接口连接PLC,导致控制柜内线缆交错。设备在医院环境中运行时,频繁的移动和震动易引发接口松动,平均每月发生2-3次通讯中断故障,维护成本高昂。
抗干扰能力不足
医疗环境中的电磁干扰(如X光机、高频电刀)常导致串口数据误码率超过5%,需额外增加光电隔离器,进一步增加系统成本和复杂度。
扩展性受限
设备后续升级需增加血氧监测模块时,串口资源已耗尽,无法直接接入,需更换PLC型号,改造成本超过15万元。
二、解决方案
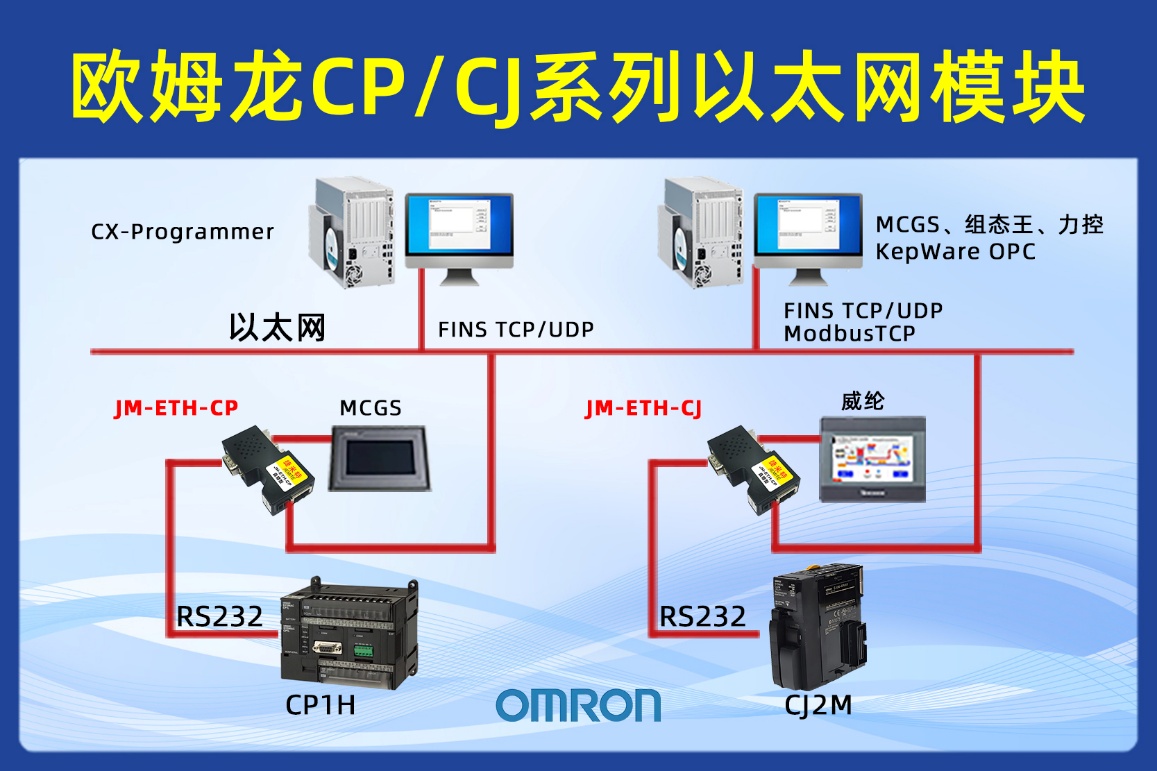
为解决上述问题,项目引入远创智控YC8000-CJ串口转以太网模块,构建基于以太网的高效通讯架构。模块直接插入CS1 PLC的DB9通讯口,通过RJ45接口同时连接上位机和触摸屏,实现三方数据并行传输。
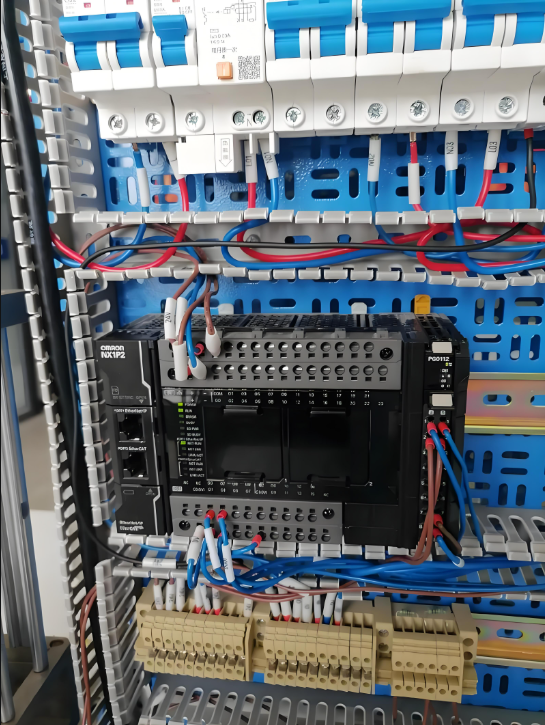
1.硬件架构设计
PLC端:CS1 PLC通过DB9接口连接YC8000-CJ模块,模块从PLC取电,无需额外供电。
上位机:通过以太网交换机与YC8000-CJ建立连接,运行组态软件(如MCGS)实时监控设备状态。
触摸屏:通过模块的COM2扩展口连接,采用ModbusRTU协议与PLC通讯,速率自动匹配至115.2kbps。
2.软件配置流程
模块初始化
通过浏览器访问YC8000-CJ以太网模块的Web配置界面(默认IP:192.168.1.178),设置PLC类型为“CS1 ”,开启“PLC串行参数自适应”功能,模块自动识别PLC的波特率、校验位等参数,无需手动配置。
协议映射
ModbusTCP:将PLC的DM区(数据寄存器)映射为Modbus保持寄存器,上位机通过地址4x0001-4x0100读写实时数据。
FINS协议:触摸屏通过COM2口以ModbusRTU协议访问PLC,模块自动将RTU数据转换为FINS协议,实现透明传输。
上位机组态
在MCGS中添加ModbusTCP设备,设置YC8000-CJ以太网模块的IP地址和端口(默认502),建立变量与PLC数据区的映射关系。例如,将DM0映射为“动脉压力值”,实现每秒200次的高速数据刷新。
触摸屏编程
使用威纶通EasyBuilder软件,配置COM2口参数为9600bps、8位数据位、1位停止位,通过ModbusRTU协议读写PLC的D区寄存器,实现参数设置界面的实时更新。
三、产品功能亮点与技术优势
即插即用与多设备兼容
模块无需占用PLC通讯口,支持同时连接10台上位机和1台触摸屏。在本项目中,上位机通过以太网获取实时波形数据,触摸屏通过COM2口控制设备启停,两者互不干扰。
多协议融合与高速传输
支持ModbusTCP、FINS/UDP、FINS/TCP等协议,上位机与触摸屏可根据需求选择最优通讯方式。实测以太网数据传输速率达80Mbps,较串口提升近700倍,波形数据延迟降至10ms以内。
智能诊断与远程维护
通过Web界面可实时查看通讯状态,包括PLC与触摸屏的通讯请求总数、错误次数等统计数据。医院工程师可远程登录模块,在线更新固件或调整参数,减少现场维护时间80%以上。
工业级可靠性设计
模块采用金属外壳,支持-40℃至85℃宽温运行,通过CE认证。在医院电磁干扰环境下,以太网通讯误码率低于0.01%,远优于串口的5%。
四、应用效果对比与价值提升
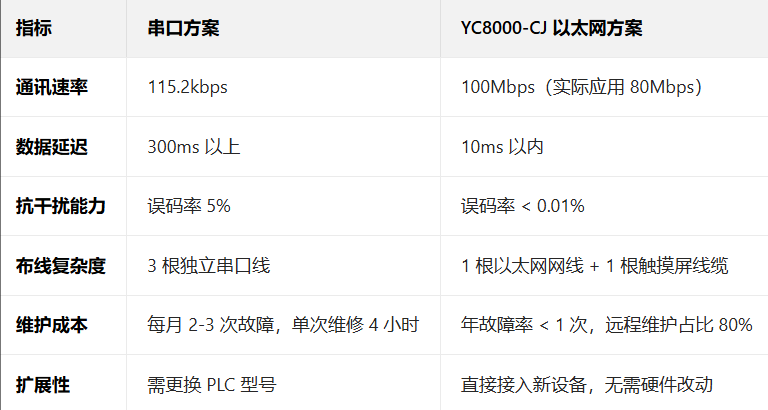
五、总结与行业启示
远创智控YC8000-CJ以太网模块在动脉硬化检测仪中的应用,成功解决了传统串口通讯的效率瓶颈与维护难题。其串口转以太网、多协议桥接功能,不仅提升了设备的实时性与可靠性,更通过远程诊断降低了医疗设备的运维成本。该方案为医疗设备智能化升级提供了可复制的技术路径,尤其适用于需多设备协同、高实时性要求的场景,如手术机器人、重症监护系统等。
有什么技术问题请与付工留言交流
审核编辑 黄宇
-
以太网
+关注
关注
41文章
5706浏览量
176486 -
plc
+关注
关注
5037文章
13999浏览量
475665
发布评论请先 登录
PLC以太网通讯模块实现:西门子S7-300与S7-1200、触摸屏及变频器通讯案例

冲压车间生产优化:欧姆龙CP1E PLC配合以太网模块,助力上位机与触摸屏协同工作

欧姆龙CJ1PLC借助以太网模块实现新能源汽车产业设备高效通讯案例

MPI 转以太网模块案例:西门子 S7-300PLC 借此与 S7-1200、触摸屏及 ModbusRTU 变频器通讯

以欧姆龙CP1H PLC以太网模块构建纺织机械上位机和触摸屏控制网络的案例?
S7-300PLC在老旧产线中同时驱动新S7-1200、触摸屏及变频器的秘诀
PLC以太网通讯模块:欧姆龙 CP1H PLC在纺织机械上的应用案例
plc以太网通讯模块:西门子 S7-300PLC 与 S7-1200、触摸屏及变频器通讯案例

欧姆龙PLC CP1E以太网模块与上位机、触摸屏通讯配置案例
欧姆龙CJ1MPLC借助以太网模块同时与上位机和触摸屏、变频器高效通讯案例

欧姆龙CPM1APLC以太网模块:实现上位机、触摸屏及变频器的高效通信

欧姆龙PLC CP1L通过以太网模块与上位机通讯配置案例
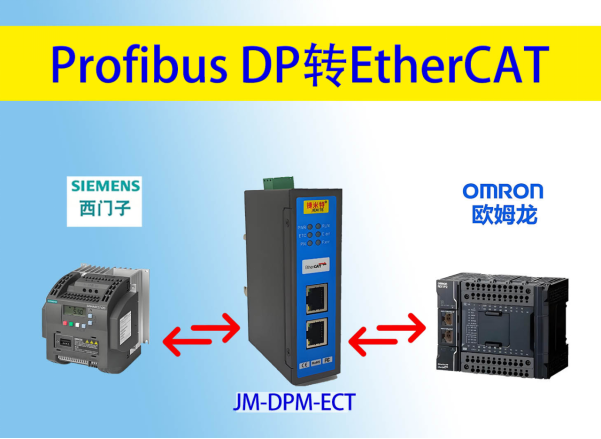
基于 Profibus DP 转 EtherCAT 网关,实现欧姆龙 PLC 与西门子变频器通讯的成功范例解读
欧姆龙 CP/CJ/CX 系列以太网化之路:典型配置案例剖析






 工商网监
工商网监
评论