 N-TOPCon半片电池正面切割工艺:PL/EL揭示磷扩散机制提升切割良率
N-TOPCon半片电池正面切割工艺:PL/EL揭示磷扩散机制提升切割良率

太阳能电池作为光伏组件的核心部件,其加工工艺直接影响组件功率与可靠性。为满足组件电压/电流灵活设计及适应晶硅电池大尺寸化趋势,需将电池分割为小片。因此半片技术成为行业主流,而热激光分离 TLS因其低热损伤、高切割良率被广泛采用,但传统的背面切割可能导致漏点增加,影响电池效率。因此,本文通过对比实验探究正面切割与背面切割的差异,美能PL/EL一体机测试仪的PL/EL 成像可以揭示正面切割的优势及机理,为N-TOPCon 电池切割工艺优化提供参考。
实验方法
Millennial Solar
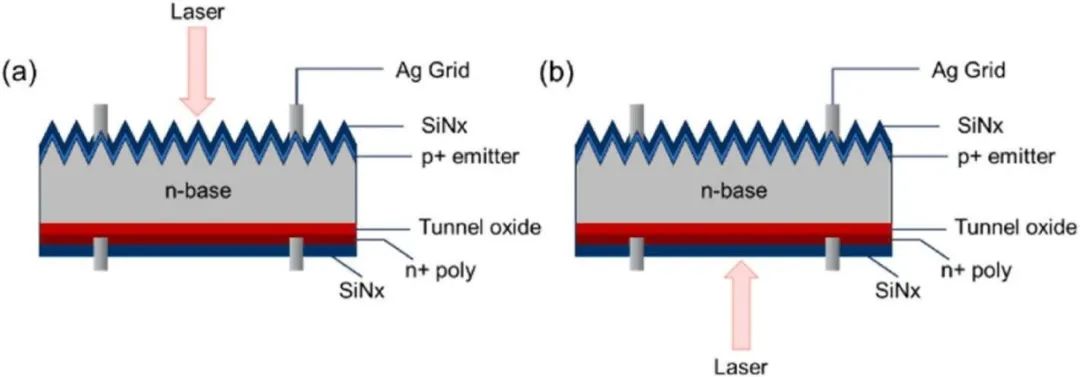
激光切割方向:(a) 正面切割;(b) 背面切割
采用210 mm×182 mm N-TOPCon电池,开槽激光波长1064nm,加热激光直径2.0mm。通过SEM观察表面形貌、EDS分析元素扩散、I–V测试电学性能、光致发光PL评估边缘复合效应、EL验证组件质量。
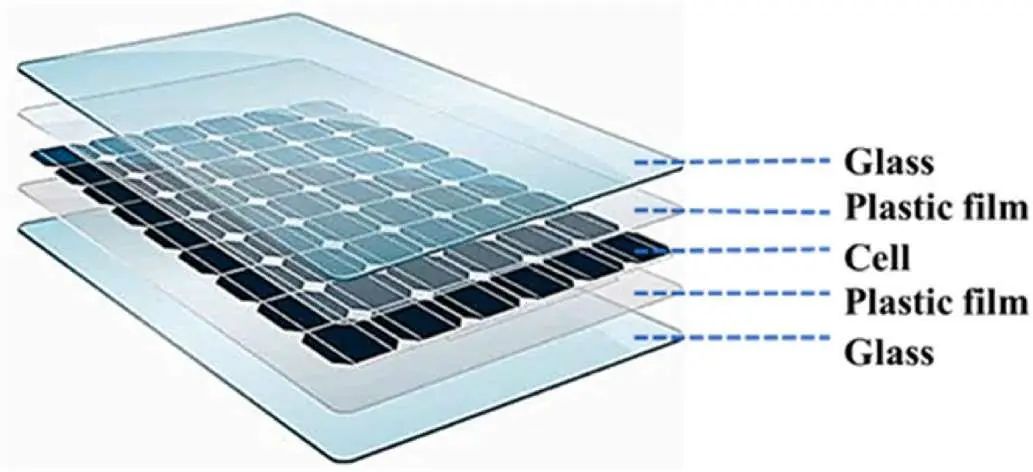
光伏组件封装结构示意图
电池和组件I-V性能
Millennial Solar
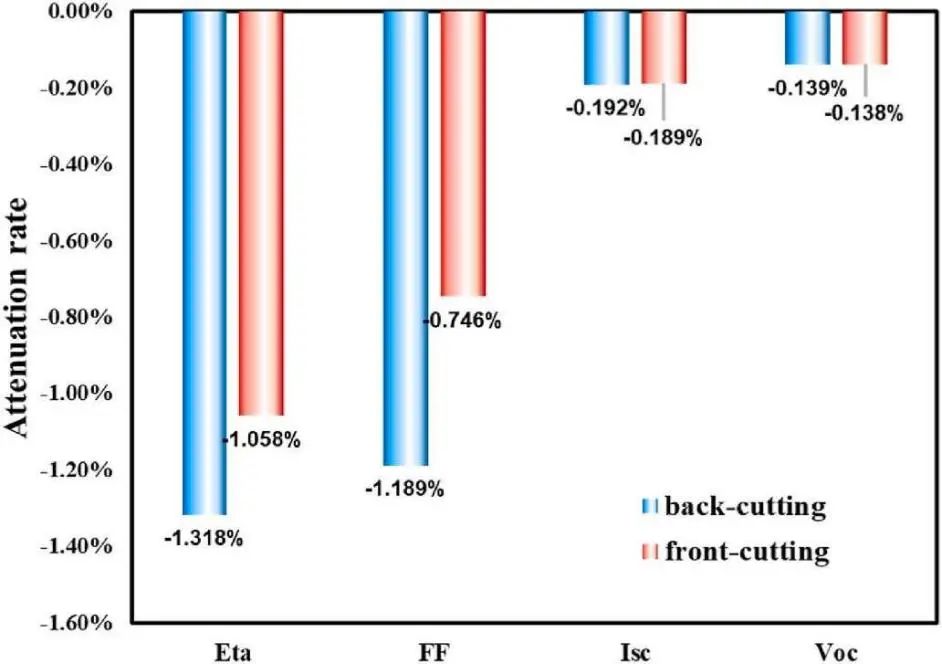
正/背面切割后太阳能电池的I-V性能对比
电池 I-V 性能:正面切割和背面切割后的电池效率Eta、短路电流Isc等参数均有轻微下降,但背面切割的 Eta 衰减率比正面切割高约 0.26%,这主要源于背面切割的填充因子FF损失更显著(与电流泄漏相关)。
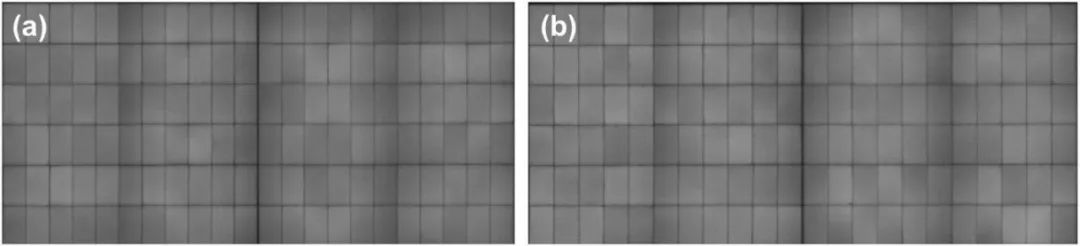
组件电致发光EL图:(a) 背面切割;(b) 正面切割

正/背面切割组件的电性能参数对比
组件 I-V 性能:组件测试显示正面切割平均功率比背面切割高0.3W,EL图像无显著差异。结果显示,正切工艺优于背切工艺。
漏电机理分析
Millennial Solar
沟槽形貌(SEM):正面切割沟槽宽度1.9mm,热影响区占电池厚度60%,边缘平整无微裂。
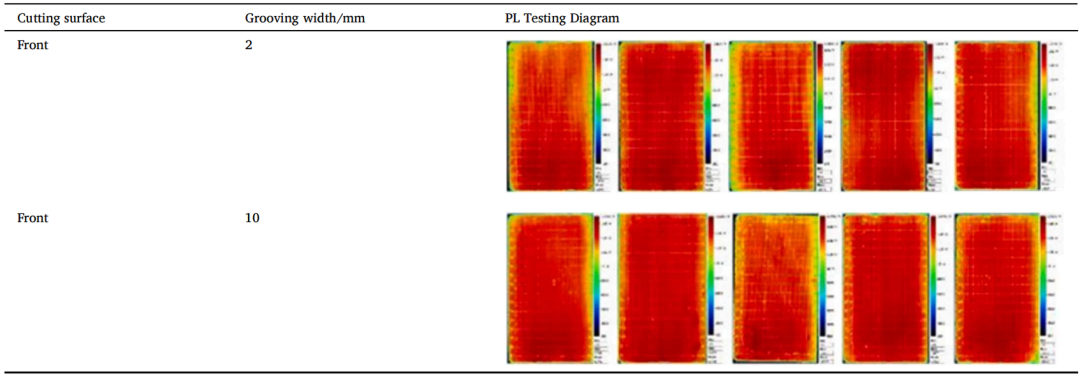
正面切割电池的PL测试结果(开槽宽度2mm与10mm)
边缘复合(PL测试):正面切割边缘亮度与未切割区一致,复合损失小。
反向偏压漏电流:正面切割漏电流更低且数据分散性小。
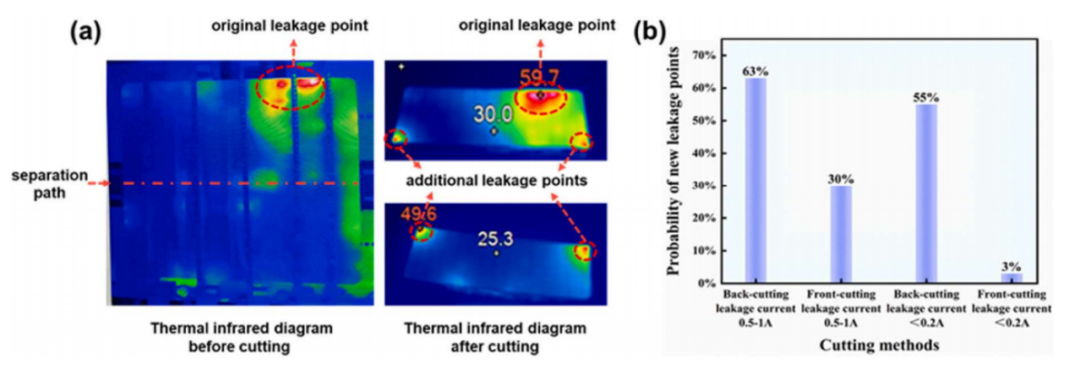
(a) 激光切割前后新漏电点分布;(b) 新漏电点形成概率统计
漏电点生成概率:
高漏流电池(0.5–1A):正面切割新漏点概率30%vs. 背面63%。
低漏流电池(<0.2A):正面仅3%vs. 背面12%。
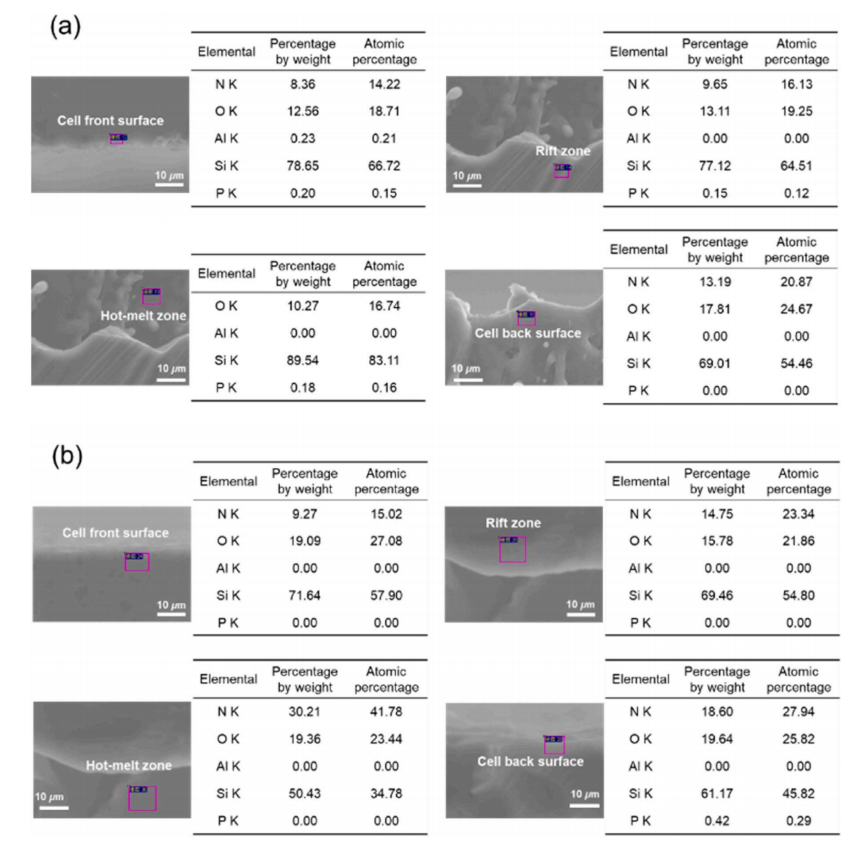
电池SEM-EDS图像:(a) 背面切割;(b) 正面切割
元素扩散(EDS):背面切割热影响区检测到P元素(源于背面磷掺杂层扩散),正面切割仅在背面残留P元素。
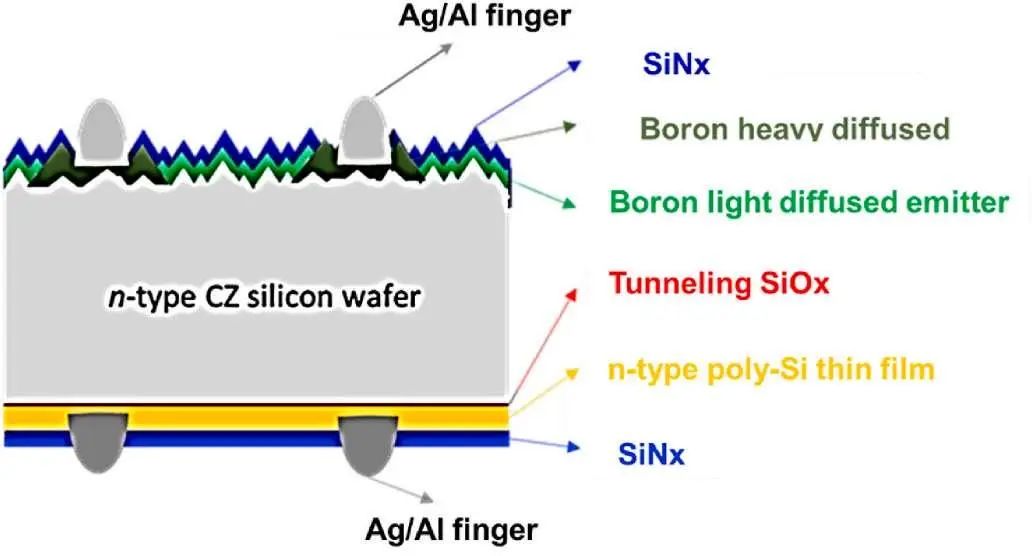
N-TOPCon太阳能电池结构示意图
本研究揭示传统背面切割在电池两端沟槽处易形成漏电点的核心机制在于磷P元素扩散,并创新性提出正面TLS切割方案。通过系统实验证实:正面切割可显著降低反向偏压漏电流、提升数据收敛性与击穿稳定性,最终实现组件功率增益(约0.3W),为N-TOPCon电池的高效切割提供技术支撑。
N-TOPCon 电池的正面切割工艺可直接应用于现有生产线,无需额外改造即可提升切割后电池的效率和切割良率。
美能PL/EL一体机测试仪
Millennial Solar
美能PL/EL一体机测试仪模拟太阳光照射钙钛矿太阳能电池片,均匀照亮整个样品,并用专业的镜头采集光致发光(PL)信号,获得PL成像;电致发光(EL)信号,获得EL成像。通过图像算法和软件对捕获的PL/EL成像进行处理和分析,并识别出PL/EL缺陷,根据其特征进行分析、分类、归纳等。
- EL/PL成像,500万像素,实现多种成像精度切换
- 光谱响应范围:400nm~1200nm
- PL光源:蓝光(可定制光源尺寸、波长等)
- 多种缺陷识别分析(麻点、发暗、边缘入侵等)可定制缺陷种类
美能PL/EL一体机测试仪的PL/EL 成像技术可以从微观和宏观层面验证N-TOPCon 电池正面和背面切割工艺的差异原因,为光伏组件功率提升提供了可行的技术路径。
-
太阳能电池
+关注
关注
22文章
1238浏览量
72055 -
光伏组件
+关注
关注
4文章
331浏览量
15793 -
电池
+关注
关注
84文章
11106浏览量
135591
发布评论请先 登录
水切割加工工艺,铜板/铝板来料切割加工
水刀切割工艺品,LOGO非标准件切割
铝板水切割加工,铝板镂空雕花切割工艺

热扩散工艺对TOPCon太阳能电池性能中不同因素的影响

不同厚度的Poly层对n-TOPCon太阳能电池的效率影响
浅切多道切割工艺对晶圆 TTV 厚度均匀性的提升机制与参数优化

PECVD硼发射极与poly-Si钝化接触共退火,实现高效TOPCon电池
TOPCon电池稳定性提升 | PL/EL检测改进LECO兼容性银浆
切割液多性能协同优化对晶圆 TTV 厚度均匀性的影响机制与参数设计
基于纳米流体强化的切割液性能提升与晶圆 TTV 均匀性控制





 工商网监
工商网监
评论