 西门子S7-300 PLC通过RS485转PROFIBUS-DP网关发送命令让JRT激光测距传感器开启一次慢速距离测量
西门子S7-300 PLC通过RS485转PROFIBUS-DP网关发送命令让JRT激光测距传感器开启一次慢速距离测量

西门子S7-300 PLC通过RS485转PROFIBUS-DP网关发送命令让JRT激光测距传感器开启一次慢速距离测量
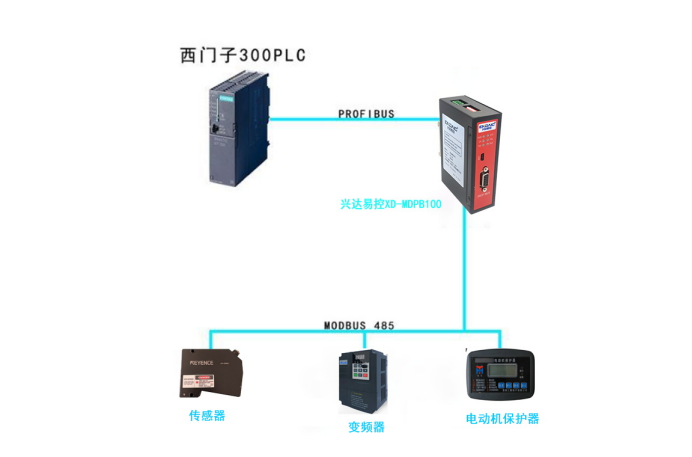
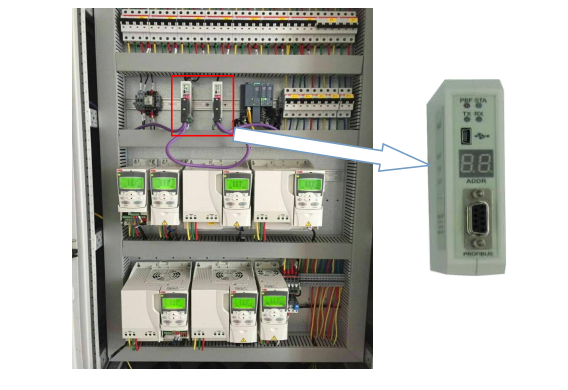
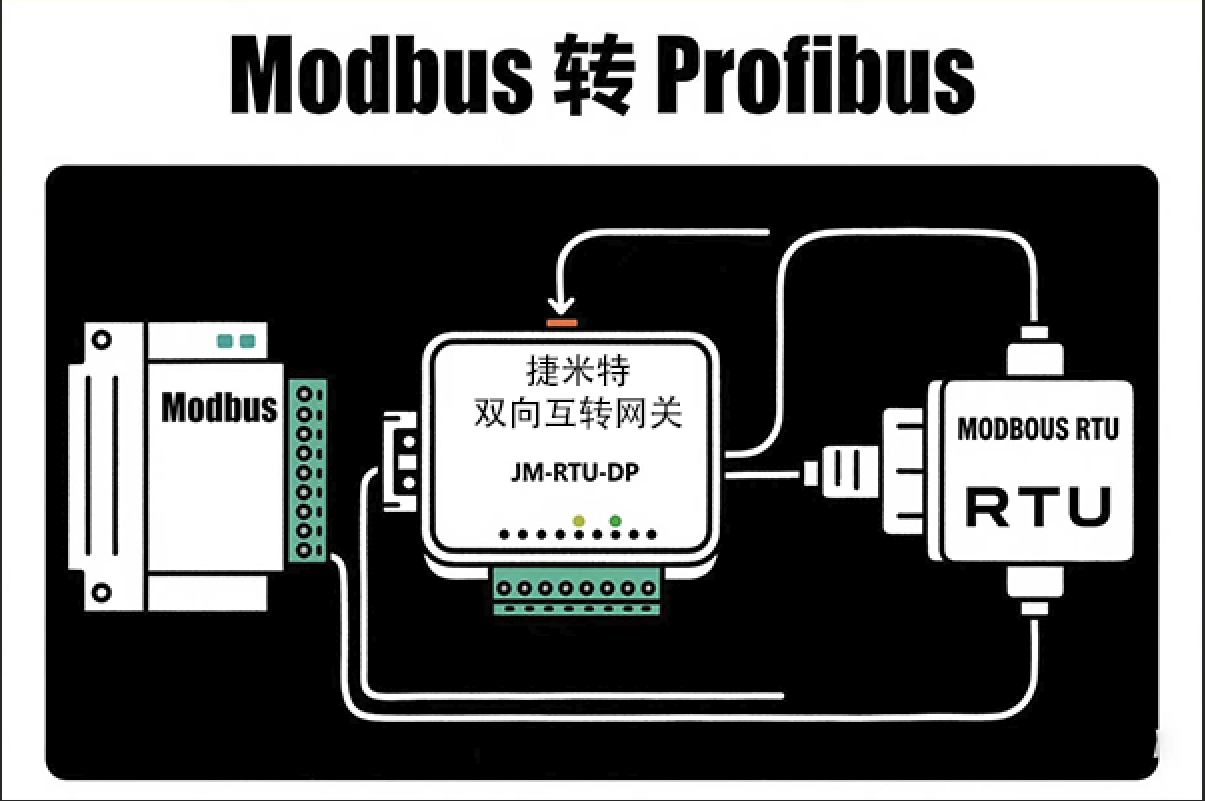
在工业自动化系统中,不同协议设备之间的通信集成往往面临技术挑战。以西门子S7-300 PLC与JRT激光测距传感器的通信为例,两者分别采用PROFIBUS DP和RS485(Modbus RTU)协议,需借助RS485转PROFIBUS-DP网关实现协议转换与数据交互。以下为具体实施方案的解析。

西门子S7-300 PLC作为主站设备,搭载PROFIBUS DP总线接口,而JRT激光测距传感器通过RS485接口输出数据,其通信协议通常为Modbus RTU。为实现两者的通信,需在系统中引入协议转换网关(如XD-MDPB100型网关),其核心功能是将Modbus RTU数据帧转换为PROFIBUS DP协议格式。
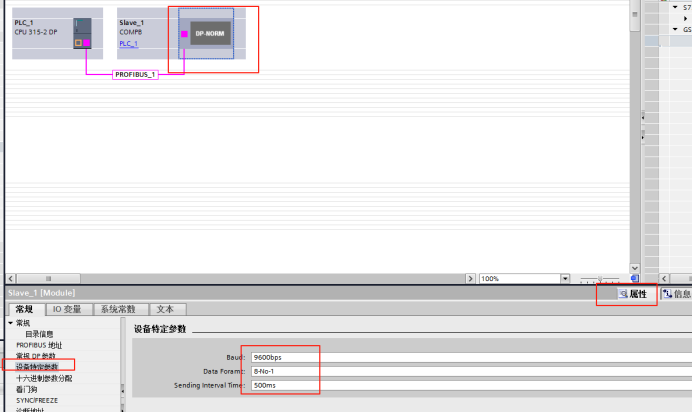
RS485转PROFIBUS-DP网关在此场景中承担“翻译”角色,需通过配套软件完成以下配置:
Modbus RTU参数定义:设置传感器的波特率(如9600bps)、数据位(8位)、停止位(1位)等,与JRT传感器的出厂参数匹配;
PROFIBUS DP映射表建立:将传感器的数据映射到DP从站的输入输出区(如QB和IB地址),实现数据双向传输;
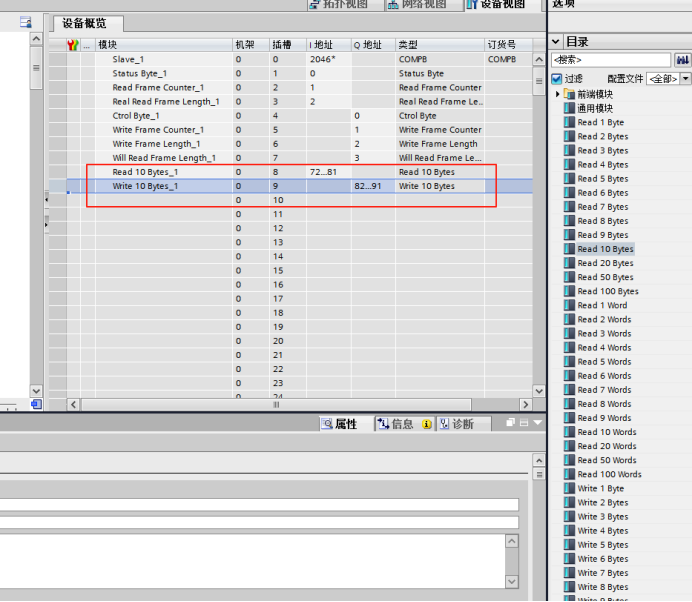
例如,JRT传感器的测量值需要主站发送一条命令报文,PLC通过读取DP从站的输入区域(如I72~I83)即可获取距离数据,精度可达毫米级。
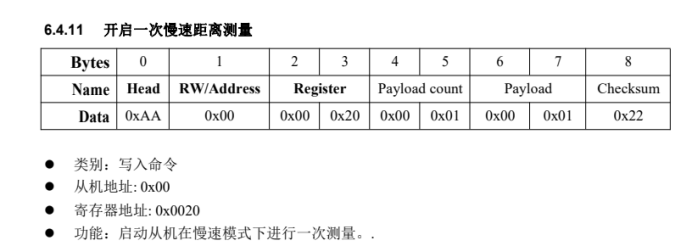
下面演示plc发送命令AA 00 00 20 00 01 00 01 22让传感器开启一次慢速距离测量,如下图

传感器返回数据,如下图

通过RS485转PROFIBUS-DP网关的协议转换能力,西门子S7-300 PLC与JRT激光测距传感器实现了高效协同。这种“异构通信”方案不仅打破协议壁垒,更通过模块化配置与软硬件协同优化,为工业自动化系统提供了高精度、高可靠性的数据采集范例。未来,随着工业物联网(IIoT)的发展,此类跨协议集成技术将成为智能工厂的标配基础设施。
审核编辑 黄宇
-
RS485
+关注
关注
39文章
1238浏览量
84177 -
网关
+关注
关注
9文章
5731浏览量
53088 -
Profibus-DP
+关注
关注
1文章
58浏览量
31941
发布评论请先 登录
西门子S7-300 PLC通过RS485转PROFIBUS-DP网关写入命令让激光测距传感器开启快速模式连续测量

RS485转PROFIBUS DP网关写入命令让JRT激光测距传感器开启慢速模式连续测量

西门子300PLC通过RS485转Profibus-DP网关实现JRT激光测距传感器开启一次自动模式测量
RS485转ProfibusDP网关通过发送报文实现激光测距传感器开启关闭激光
JRT激光测距传感器通过RS485转PROFIBUS-DP网关开启一次自动测量模式

JRT激光测距传感器如何通过RS485转profibusDP网关在300plc写入命令实现开启一次慢速距离测量
西门子PLC(S7-1200/1500/300/400)的数据采集与监控方案
称重仪表接入西门子 S7 PLC:Profibus DP 转 Profinet 网关应用

Modbus RTU 转 Profibus 网关实现V5 - F5 变频器与西门子 S7-300 PLC数据交互
Modbus转PROFIBUS DP网关PM-160连接西门子PLC控制ABB变频器
RS485/modbus转profibus DP转换网关

Modbus转Profibus-DP:快速上手协议转换模块的配置技巧

借助 Profibus DP 转 ProfiNet 网关,实现称重仪表与西门子 1200 PLC 通讯的应用范例

西门子300PLC ProfibusDP转MODBUS TCP与巴鲁夫传感器数据通讯解决方案






 工商网监
工商网监
评论