 正确的数控等离子切割机使用方法是什么?
正确的数控等离子切割机使用方法是什么?

现今许多等离子切割机都是通过数控加工,使用和操作起来十分简单便捷,但是在在使用时对数控等离子切割机的使用不够规范,同时对一些细节性问题注意不够,就导致其数控等离子切割机切割质量不稳定,易损件更换频繁,下面小编总结了几点正确的数控等离子切割机使用方法,希望对大家有所帮助。
1、切割应从边缘开始
尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。
2、减少不必要的“起弧(或导弧)”时间
起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。

3、喷嘴不要过载使用
让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
4、采用合理的切距
按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的高度。
5、穿孔厚度应在机器系统的允许范围内
切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。
6、尽量保持割炬和消耗件清洁。
在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面和喷嘴。
综上所述,基本上只要我们可以正确的使用和操作数控等离子切割机,那么就可以很大程度上的减少易损件的更换,同时保证切割质量,直接提高了生产的经济效益,何乐而不为呢?武汉华宇诚数控科技有限公司开发的数控等离子切割机,横梁采用宽体增强性箱式结构,稳定性好,以上就是我们数控等离子切割机使用方法了,如果有需要可以在我们的网站留言,或者拨打客服电话进行咨询。
-
切割机
+关注
关注
4文章
303浏览量
19778
发布评论请先 登录
编码器故障排查:海绵泡沫切割机丢步、定位不准的解决方法

迅镭激光推出全新一代GI系列超高速激光切割机
塑料管切割机PLC数据采集远程监控物联网方案

迅镭激光GI系列高功率激光切割机交付德国客户
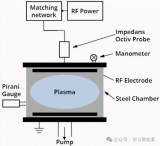
等离子的基本属性_等离子体如何发生
晶圆切割机在氧化锆材料高精度划切中的应用

线切割机床数据采集到MES平台解决方案
精准切割,高效生产:高硼硅玻璃精密划片切割机介绍

激光切割机Z轴伺服报警怎么解决
艾毕胜MS39549无刷马达驱动:为电动切割机注入强大动力
偏移校正方法:激光修边、e-TrimTM和切割机应用简报






 工商网监
工商网监
评论